05/10/2016
Usine d´éléments préfabriqués en béton à Astana
Le spécialiste du béton kazakh GLB vient de mettre en service il y a peu, sa nouvelle usine d’éléments préfabriqués en béton, à Astana. C’est en pleine nature, sur une surface totale de 15 hectares qu’a été bâtie l’une des plus grosses usines d’éléments préfabriqués en béton du Kazakhstan. Pour pouvoir mener à bien ce projet exigeant dans le cadre imposé, la société GLB a choisi comme fournisseur principal et coordinateur le constructeur d’installations allemand Weckenmann.
La société GLB, spécialiste du béton
Souhaitant assurer la création et la pérennisation d’emplois et une croissance durable de l’économie kazakhe, l’état kazakh a mis sur pied le programme « Business-Road Map 2020 ». C’est dans le cadre de ce programme que le présent projet a été mis en oeuvre. Le programme a permis la création d’environ 1 200 emplois à Astana. La société GLB est une filiale de la firme Shar Kurylys, une grosse entreprise de construction, dont le siège social se trouve à Astana. Jusque-là, la société Shar Kurylys achetait ses éléments préfabriqués en béton. Mais, en raison de la hausse de la demande, elle a décidé de produire désormais elle-même des éléments préfabriqués en béton. Cette production est aujourd’hui prise en charge par la société GLB. La nouvelle usine d’éléments préfabriqués, qui représente un investissement important pour la ville d’Astana et pour l’ensemble du Kazakhstan, produit à l’heure actuelle environ 250 000 m² de surface habitable par an. Avec une production mixte (éléments sandwich, murs, planchers et éléments spéciaux), le débit du circuit de palettes s’élève à environ 1 300 m² d’éléments préfabriqués en béton par jour. Le temps de construction d’un bâtiment de 16 étages livré clés en main peut être réduit, grâce à cette nouvelle installation de production, de 1 an et demi à 6 mois. Les éléments fabriqués satisfont aux standards modernes internationaux et les bâtiments sont conformes au dernier état de la technique en matière d’isolation thermique et acoustique. Les matériaux utilisés pour la fabrication proviennent à 90 % du Kazakhstan - l’équipement de l’usine est « Made in Germany » et basé sur les tous derniers développements technologiques.
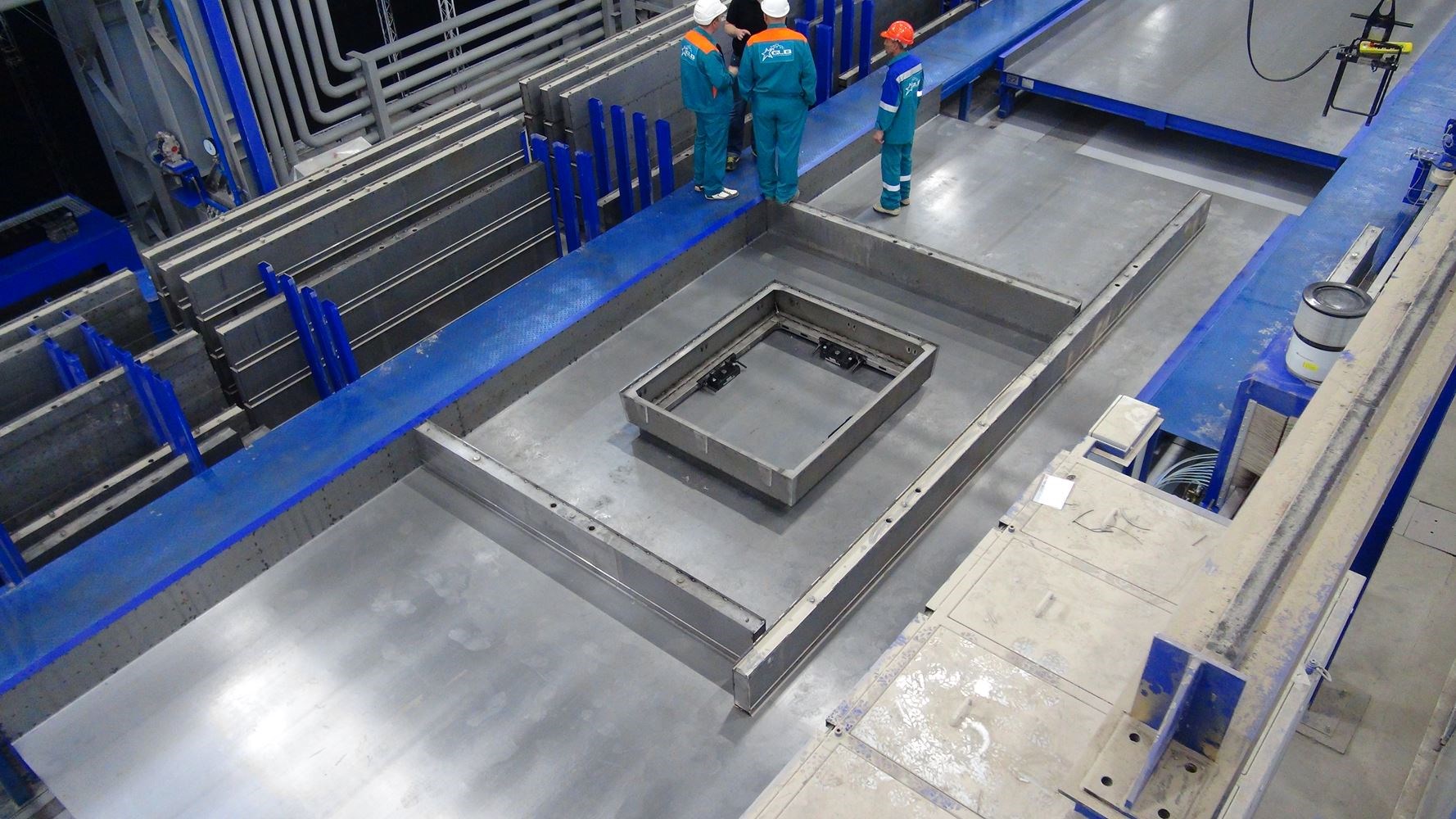
Équipement de l’usine
Le fabricant de machines et d’installations allemand Weckenmann a été chargé de la planification et de la réalisation du projet. L’usine, taillée sur mesure pour satisfaire aux besoins du client, a été inaugurée le 22 juin 2016. À peine une semaine plus tard, le président kazakh, Noursoultan Nazarbaïev, est venu visiter l’usine, suscitant un grand intérêt auprès du public. Le président a été très impressionné par la fabrication et il a rappelé l’utilité et l’importance de l’usine pour la mise en oeuvre du programme de construction de logements du gouvernement.
L’usine d’éléments préfabriqués en béton possède huit secteurs de production:
- production de dalles de planchers alvéolées (le secteur de production dédié à l’installation de la ligne de production est actuellement en cours de préparation)
- batteries coffrantes
- traitement de surface
- circuit de palettes
- production stationnaire
- production de pavés (le secteur de production dédié à l’installation de la ligne de production est actuellement en cours de préparation)
- production d’armatures
- centrale à béton
L’élément central de l’installation est le carrousel de palettes, avec ses 40 palettes de coffrage. La seconde nef abrite trois batteries coffrantes de toute dernière génération, qui permettent de produire jusqu’à 1 500 m² d’éléments préfabriqués en béton par jour.
Le chef d'orchestre du circuit de palettes est l’ordinateur pilote WAvision® de la société Weckenmann. Ce dernier prend en charge la planification et la commande centralisées de la production de l’usine. La solution de commande retenue est constituée de différents modules et elle utilise toutes les données disponibles au sein de l’usine. La gestion, la préparation du travail, la production et le reporting sont ainsi standardisés au sein d’un système unique. Avec cette solution logicielle modulaire, il est possible de relier différents systèmes de manière à pouvoir commander une production automatique d’éléments préfabriqués en béton et permettre ainsi l’élimination des éventuels problèmes d’interfaces pouvant survenir en cas de différentes solutions partielles. Le secteur de la production stationnaire est équipé de quatre tables basculantes, d’une truelle mécanique, d’une batterie coffrante pour la fabrication d’escaliers, d’un coffrage de colonnes avec dispositif de serrage et d’un distributeur de béton. Le transport du béton vers chaque secteur de production se fait au moyen de quatre convoyeurs à benne.
La division Coffrages de la société Weckenmann a élaboré un système de coffrages parfaitement adapté à la production. La solution retenue pour avoir une production optimisée a été le système de coffrages de la série M. La série M convient en effet très bien pour la fabrication d’éléments de construction massifs dotés de chanfreins et de profilés spécifiques aux clients. Par ailleurs, les profilés de coffrage sont équipés d’aimants commutables intégrés, permettant ainsi une manipulation automatisée. Le système de coffrages X-Uni est utilisé pour la production sur table basculante. Le système de fixation magnétique des coffrages en bois permet une fabrication flexible de multiples produits.

Service complet de A à Z
La société Weckenmann a encadré le client dès le départ. Les deux équipes ont ainsi travaillé en étroite collaboration, de la conception et de l’aménagement du système de construction jusqu’à la mise en service de l’usine livrée clés en main, en passant par l’élaboration de l’agencement, la planification des installations et le pilotage du projet. Au cours de ces dernières années, plusieurs projets de taille et de complexité similaires ont déjà été réalisés. Sous la houlette de la société Weckenmann, l’équipe bien rodée, constituée des sociétés Weckenmann, EVG (technique d’armatures) et Teka (installation de mélange), a livré une solution sur mesure répondant aux besoins du client. L’étroite collaboration entre la direction de projet de la société Weckenmann et les ingénieurs des sociétés GLB et Shar Kurylys pendant tout le déroulement du projet n’a pas connu le moindre accroc et s’est faite en très bon partenariat.
Installation de mélange de la société Teka
La société Teka Maschinenbau GmbH s’est vue confier la livraison et l’installation de la très grosse centrale à béton. Cette installation de mélange de béton complète est constituée de cinq stations de mélange totalement autonomes et indépendantes, placées les unes à côté des autres. L’installation de mélange complète se compose d’un mélangeur à turbine hautes performances THT 2250 Teka pour la fabrication de béton de parement, de deux mélangeurs planétaires hautes performances TPZ 2250 Teka réputés offrant chacun un débit de 1,5 m3 par charge, d’une station de mélange équipée du mélangeur planétaire hautes performances TPZ 3000 Teka offrant un débit de 2,0 m³ par charge pour la production d’éléments préfabriqués, et d’une station de mélange équipée du mélangeur à bac annulaire hautes performances THZ 3000 Teka pour la production de béton prêt à l’emploi. Les malaxeurs planétaires hautes performances de la société Teka ont déjà fait leurs preuves dans plusieurs centaines d’applications dans le domaine du béton de chantier et ils constituent le coeur de toutes les installations de dosage et de mélange Teka. En termes de tailles de malaxeurs, le choix s’est porté sur les malaxeurs planétaires hautes performances TPZ 2250 et TPZ 3000 de Teka, offrant respectivement des débits de béton de 1,5 m3 et 2,0 m³ par charge. La société GLB a également choisi pour le béton de parement et le béton coloré un mélangeur à turbine de la société Teka, car ce mélangeur convient parfaitement pour des charges variant fréquemment. Le mélangeur à turbine est également volontiers choisi pour les bétons autocompactants, les bétons à ultra hautes performances, etc. Le mélangeur à turbine peut, selon les indications du fabricant, mélanger sans aucun problème des charges inférieures à 10 %. Pour le béton prêt à l’emploi, c’est le fameux mélangeur à bac annulaire éprouvé de la société Teka, offrant un débit de 2,0 m³, qui a été retenu. Avec ses bras d’entraînement de conception totalement nouvelle, ce mélangeur à bac annulaire Teka s’est non seulementimposé, partout dans le monde, pour le béton prêt à l’emploi, mais il est également présent à plusieurs milliers d’exemplaires et utilisé avec succès dans les usines de béton pour la fabrication de produits en béton. La commande des installations de mélange est composée de cinq commandes individuelles réparties en quatre endroits. Trois commandes indépendantes pour l’alimentation et deux pour les installations de mélange, avec, au total, 17 manoeuvres insitu, assurent un fonctionnement d’ensemble parfait.
Système de production d’armatures de la société EVG
Au coeur du système de production d’armatures se trouve la machine de soudage de treillis entièrement automatique HFBE/158, qui produit des treillis plats, avec des évidements pour les fenêtres et les portes. Les éléments d’armatures produits sont ensuite assemblés sous la forme de carcasses d’armatures tridimensionnelles sur des stations de travail verticales et envoyés vers le circuit de palettes ou les batteries coffrantes de la société Weckenmann. La machine de soudage HFBE/158 permet de produire des éléments d’armatures de dimensions pouvant atteindre 3,6 m x 8,0 m et pouvant avoir n’importe quelle taille, forme ou type d’évidement. De plus, il est également possible de combiner différents diamètres de fils longitudinaux et transversaux sur un seul et même treillis. Les fils longitudinaux et transversaux nécessaires à cela sont prélevés sur bobines, mis à la longueur nécessaire et amenés vers l’installation de soudage au moyen d’une logistique de transport. Au sein de l’installation de soudage, les barres sont soudées les unes aux autres au niveau de points préalablement définis suivant une technique de soudage par résistance. À l’aide d’une grue à treillis, les éléments d’armatures achevés sont envoyés vers un convoyeur de transport à rouleaux, qui achemine pour sa part les treillis vers les stations de travail. Ces éléments d’armatures sont nécessaires pour armer des éléments en béton plats, tels que des murs massifs, des panneaux sandwich, des éléments de plafonds, etc.
Automate de cintrage d’étriers
L’automate de cintrage d’étriers automatique PBC 2-12 permet de traiter des fils prélevés sur bobines, de diamètre compris entre 6,0 et 12,0 mm. Les fils sont automatiquement prélevés sur les bobines, ajustés à la bonne longueur, cintrés, puis découpés. Toutes ces opérations se font de manière totalement automatique, avec une très grande précision et une excellente reproductibilité. Les données de plusieurs milliers de formes d’étriers peuvent être sauvegardées, puis rechargées, dans la commande du programme. L’automate de cintrage d’étriers a été aménagé pour la fabrication d’étriers à deux ou trois dimensions.
Résumé
Ce projet a donné naissance à Astana à un projet de tous les superlatifs. Jusqu’au 1er mai 2017, ce sont déjà 1216 logements qui devraient être terminés. La coopération entre le client et le fournisseur tout au long du projet a été excellente, si bien que les deux parties visent déjà de nouveaux objectifs communs.