01/08/2019
La empresa PT. Rekagunatek Persada con sede en Yakarta, filial de Indopora PT Indonesia Pondasi Raya, puso en funcionamiento en 2017 una instalación de circulación de plataforma corrediza central de Weckenmann Anlagentechnik GmbH & Co. KG para la producción de elementos de muro y de fachada. El plan maestro para la ampliación de nueva planta de producción preveía la construcción de una nueva instalación de producción para la fabricación de placas de forjado pretensadas como un siguiente paso de la ampliación.
La elección del socio de planificación y proveedor de instalaciones recayó de nuevo en Weckenmann Anlagentechnik GmbH & Co. KG, uno de los proveedores de instalaciones líderes a nivel internacional en el campo de la producción de elementos prefabricados de hormigón, que está representado en Indonesia por PT Melindo Dipta, una empresa del Grupo Melchers.
Junto con el cliente, Weckenmann Anlagentechnik GmbH & Co. KG planificó la siguiente fase de ampliación: una instalación para la fabricación de losas macizas pretensadas. El resultado fue un concepto de producción estacionario compuesto por un total de seis líneas de fabricación de 120 m de longitud cada una.
En el verano de 2018 se puso en funcionamiento la segunda fase de construcción de la planta de fabricación.
Esta presenta los siguientes componentes:
seis líneas de fabricación con una longitud de 120 m cada una con dispositivos de pretensado
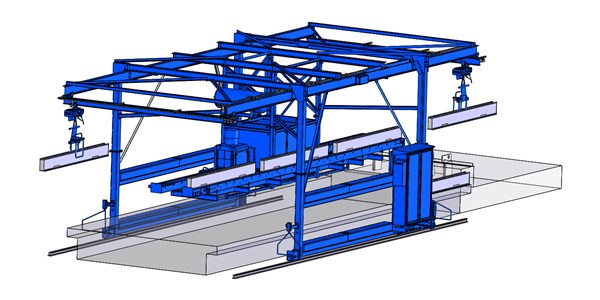
dos distribuidores de hormigón tipo semipórtico
dos carros manipuladores
un carro de salida
una instalación central de cuba aérea
un sistema de limpieza y pulverización
una instalación de corte para alambres de pretensado
un sistema de encofrado completo para tres alturas de fabricación diferentes
La nueva instalación de fabricación de losas ofrece las posibilidades técnicas para la producción de losas macizas pretensadas con una anchura de fabricación máxima de 2400 mm. Las líneas de fabricación ofrecen la posibilidad de producir con calidad superficial de hormigón visto. Las superficies del encofrado presentan una planeidad precisa y un pulido mecánico fino.


Sistema de encofrado
Gracias a la capacidad de carga de 500 kg/m² de las líneas de fabricación, se pueden fabricar elementos prefabricadas de hormigón de hasta 200 mm de espesor. Inicialmente, los espesores de los elementos se fijaron en 65 mm, 80 mm y 120 mm. El sistema de encofrado se diseñó para estos espesores.
Debido a la pretensión y para facilitar el desencofrado de los elementos, los encofrados laterales de las líneas de fabricación se pueden plegar. Además, son intercambiables para un cambio rápido del espesor de producción o del contorno de la junta de inyección. Se desarrolló un nuevo sistema de encofrado ergonómico y fácil de manipular, que ofrece la posibilidad de cambiar rápidamente las correspondientes placas de encofrado lateral por otra versión mediante un dispositivo de cambio rápido.
Tecnología de pretensado de probada eficacia
El dispositivo de pretensado para la tensión de los cordones de pretensado consiste en estribos de tensado de dos lados integrados en la cimentación del edificio en los extremos frontales de las líneas de fabricación con cilindros de relajación hidráulicos en ambos lados de las líneas de fabricación.
El dispositivo de pretensado está diseñado para una fuerza de pretensado máxima de 2000 kN. Las bobinas de alambre de pretensado se ponen a disposición en bobinadoras para su procesamiento. A través de poleas de inversión, los alambres de pretensado se fijan a la máquina de limpieza y aceitado en una barra de tracción prevista a tal efecto. Esta máquina los estira y coloca en conjunto para cada placa de forjado a lo largo de toda la línea de fabricación.
El pretensado de los cordones es realizado mediante una prensa tensora de un alambre, que los tensa individualmente a la fuerza de pretensado requerida. La separación entre los cordones de pretensado resulta de la trama de orificios de las placas de orificios transversales del dispositivo de tensado colocadas individualmente a ambos lados de la línea de fabricación. Tras el curado del hormigón, la relajación de los cordones de pretensado se realiza hidráulicamente por ambos lados de forma simétrica mediante los cilindros de relajación del dispositivo de pretensado.
Sistemas de encofrado
Para el encofrado de las placas de forjado pretensadas se optó por el sistema de encofrado X-Uni-S, ya que este sistema es muy adecuado para las armaduras transversales salientes existentes para diferentes espesores de elemento.
Los perfiles de encofrado longitudinales se fijan mediante cajas magnéticas que se pueden fijar rápidamente mediante adaptadores y cierres de bayoneta.
Los encofrados transversales presentan ranuras para los cordones de pretensado pasantes y se colocan por encima, haciendo pasar los cordones de pretensado. Para la relajación de los elementos, los encofrados transversales están diseñados de forma elástica, para que puedan absorber la presión de destesado. Tras el curado, el desencofrado es realizado por una viga transversal especial a través del carro manipulador.
Para la manipulación de los encofrados y el almacenamiento intermedio de los perfiles de encofrado se encuentran a disposición dos carros manipuladores que se desplazan a lo largo de rieles de suelo colocados en paralelo a las líneas de fabricación. Estos están equipados con depósitos.
Para la manipulación se dispone de una grúa de manipulación instalada sobre el carro manipulador, que facilita y acelera el encofrado y desencofrado.
Distribución de hormigón
El hormigonado de las seis líneas de fabricación es realizado por dos distribuidores de hormigón tipo semipórtico, cada uno de los cuales cubre tres líneas de fabricación. Las cubas de los distribuidores de hormigón pueden desplazarse a través de las tres líneas de fabricación.
Las unidades de recipiente, cada una de 3,0 m³ de capacidad de hormigón, dosifican el hormigón de forma precisa y con la cantidad correcta en un ancho de 1200 mm mediante correderas individuales.


Concepto de dosificación variable de hormigón con dispositivos elevadores
Los recipientes de descarga se pueden girar 90° para la fabricación óptima de elementos lineales pretensados en las líneas de fabricación. Esto transforma la descarga superficial de los distribuidores de hormigón en una descarga lineal adecuada para elementos lineales. Los dispositivos elevadores con una carrera de 1,00 m permiten ajustar la altura de los recipientes de descarga, lo que es necesario debido a la estructura del encofrado en la producción de elementos lineales. Por ejemplo, en las líneas de fabricación se pueden fabricar pilotes hincados pretensados o elementos lineales de tablestaca.
Los dos distribuidores de hormigón procesan hasta 180 m³ de hormigón fresco por turno.
A medida que se descarga el hormigón, la superficie del hormigón es enrasada por los distribuidores de hormigón mediante barras enrasadoras vibratorias de altura regulable. La compactación se realiza simultáneamente con la descarga del hormigón a través de las instalaciones de compactación, también integradas en los distribuidores de hormigón, mediante siete vibradores internos de alta frecuencia con regulación de frecuencia variable que se sumergen hidráulicamente en el hormigón.
Los distribuidores de hormigón son completamente operadores por radiocontrol.
Suministro de hormigón a través de cuba aérea
El suministro de hormigón desde la instalación mezcladora a los distribuidores de hormigón se realiza de forma continua a través de dos cubas aéreas del sistema central de cubas aéreas.
Con una capacidad de 2 m³ de hormigón cada una, las cubas aéreas van y vienen de la instalación mezcladora a los distribuidores de hormigón. A través de un sistema de control de seguimiento, la cuba aérea sigue a los distribuidores de hormigón para que el hormigón pueda ser transferido con pérdidas de tiempo mínimas. El hormigón es solicitado por el operador del correspondiente distribuidor de hormigón.
El control de la instalación de cuba aérea intercambia señales con la instalación mezcladora para asegurar un suministro de hormigón óptimo y en el tiempo justo.
Para preparar las placas de forjado para su elevación, los cordones de pretensado son cortados mecánicamente mediante una sierra de cordones. La unidad de corte con hoja de sierra de alta velocidad controlada por ejes se puede desplazar a lo largo de las líneas de fabricación, asegurando un proceso de corte limpio y rápido.
Después de la elevación, los elementos terminados se apilan a lo largo de las líneas de fabricación sobre una cimentación corrida para posteriormente ser transportados al área de almacenamiento. El carro de salida sobre rieles se introduce por debajo de las pilas de losas y, mediante dispositivo elevador que puede elevar pilas de hasta 30 t, transporta las pilas hasta el área de almacenamiento. Este concepto de transporte alivia las instalaciones de grúa de la nave de producción, ya que estas solo tienen que recorrer distancias cortas para crear las pilas.
Resumen
Se creó una instalación con una capacidad de fabricación de hasta 1400 m² de losas macizas pretensadas por turno, que cuenta con un sofisticado concepto de encofrado y una avanzada logística de producción.
La concepción del equipamiento de la máquina ofrece posibilidades para la ampliación de la gama de producción con la fabricación de elementos lineales.
Se prescindió deliberadamente de una automatización completa de la producción. La atención se centra en la alta calidad de producto en combinación con una avanzada mecanización de la producción.
La ergonomía de la producción, así como una alta seguridad de funcionamiento también se encuentran en el centro de atención y contribuyen a la rentabilidad de la inversión en instalaciones por parte de la empresa PT. Rekagunatek Persada.