01/02/2021
Dès 1998, Weckenmann a développé et mis en oeuvre avec succès une technologie de positionnement automatique de douilles filetées. Dans le cours du projet de l‘époque, un système a été mis au point au Japon, capable, grâce à un procédé entièrement automatique, de positionner jusqu‘à quatre douilles filetées de types différent et de les fixer par collage à chaud. Aujourd‘hui, de plus en plus d‘usines de préfabrication optent pour des systèmes automatiques pour le positionnement des éléments d‘insertion, des blocs magnétiques et/ou des aimants pour inserts. Très souvent, ces systèmes sont installés dans le cours de travaux de modernisation ou d‘agrandissement. Weckenmann a mis sa grande force d‘innovation et ses longues années d‘expérience à profit afin de développer un système de transport et de positionnement pour blocs magnétiques, qu‘il a implémenté en modernisant le robot de coffrage sur le site de Bürkle, à Sasbach. Ces blocs servent par exemple à positionner et à fixer les profilés de coffrage pour portes et fenêtres.
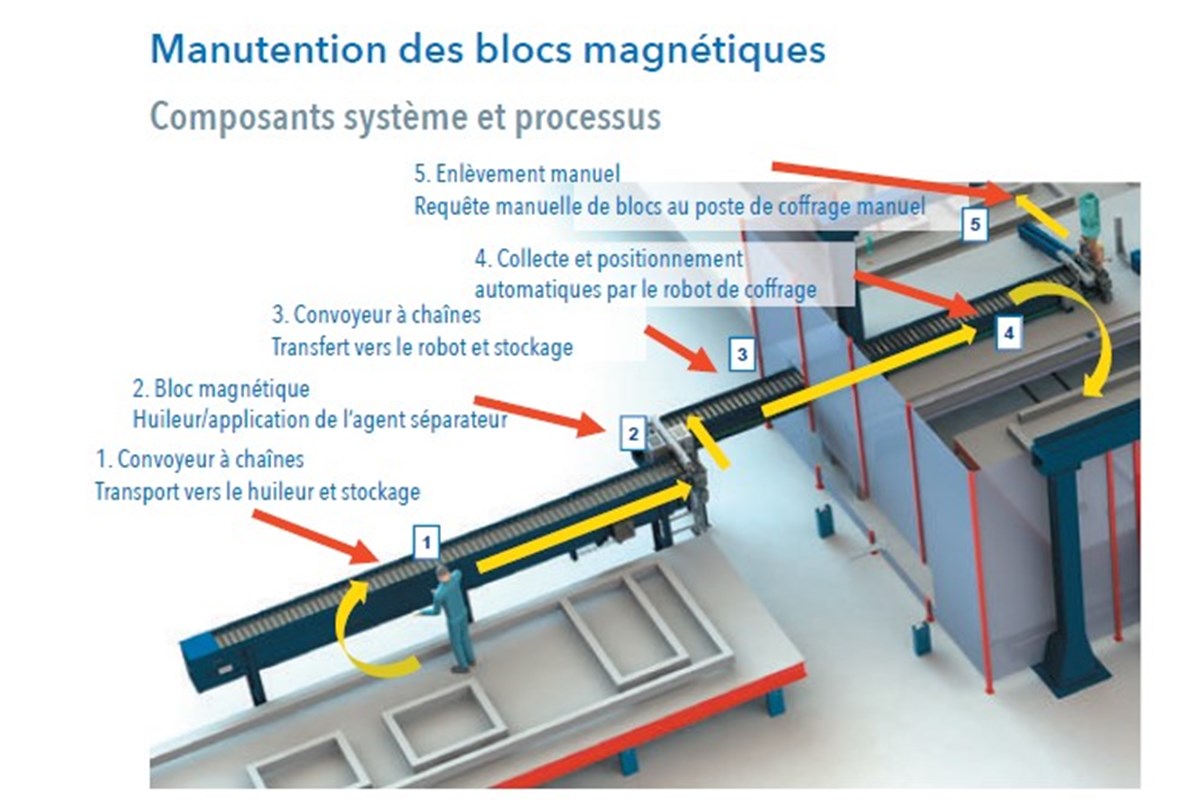
Dans le système de transport et de manutention, l‘opérateur prend les blocs magnétiques sur la palette de coffrage et les dépose manuellement sur le convoyeur à chaînes (Fig. 1, n°1.). Celui-ci les transporte ensuite jusqu‘au huileur (Fig. 1, n°2.). Là, un engin de levage transversal pousse les blocs à travers le huileur où l‘huile de décoffrage est appliquée. Puis ils sont placés sur un autre convoyeur à chaîne et transférés jusqu‘au robot de coffrage (Fig. 1, n°3). Le robot de coffrage place les blocs magnétiques sur la palette de moulage (Fig. 1, n°4). A la station de coffrage manuelle, une touche pression permet de demander d‘autres blocs pour le positionnement manuel (Fig. 1, n°5).
Avantages:
- Opérations de décoffrage facilitées;
- Ergonomie du travail: le personnel peut travailler debout sur la palette de coffrage (en s‘aidant d‘outils auxiliaires);
- Organisation du travail/économie d‘espace: les blocs sont stockés de manière centrale et peu encombrante ;
- Économies de main d‘oeuvre: le positionnement par le robot libère du personnel qui peut effectuer d‘autres tâches;
- Haute précision de positionnement, engendrant une position parfaite des ouvertures de fenêtres et de portes;
- Les convoyeurs à chaîne d‘amenée et de transfert ont une capacité totale de 140 blocs magnétiques;
- Le robot peut positionner jusqu‘à trois blocs magnétiques par minute sur la palette.



Robot d‘insertion durable à bras de préhension multifonctions
Le système peut être développé plus avant, par exemple en y ajoutant le décoffrage automatique des blocs magnétiques par le robot. Ainsi, l‘automatisation complète des processus de décoffrage et de positionnement des blocs magnétiques est réalisable.
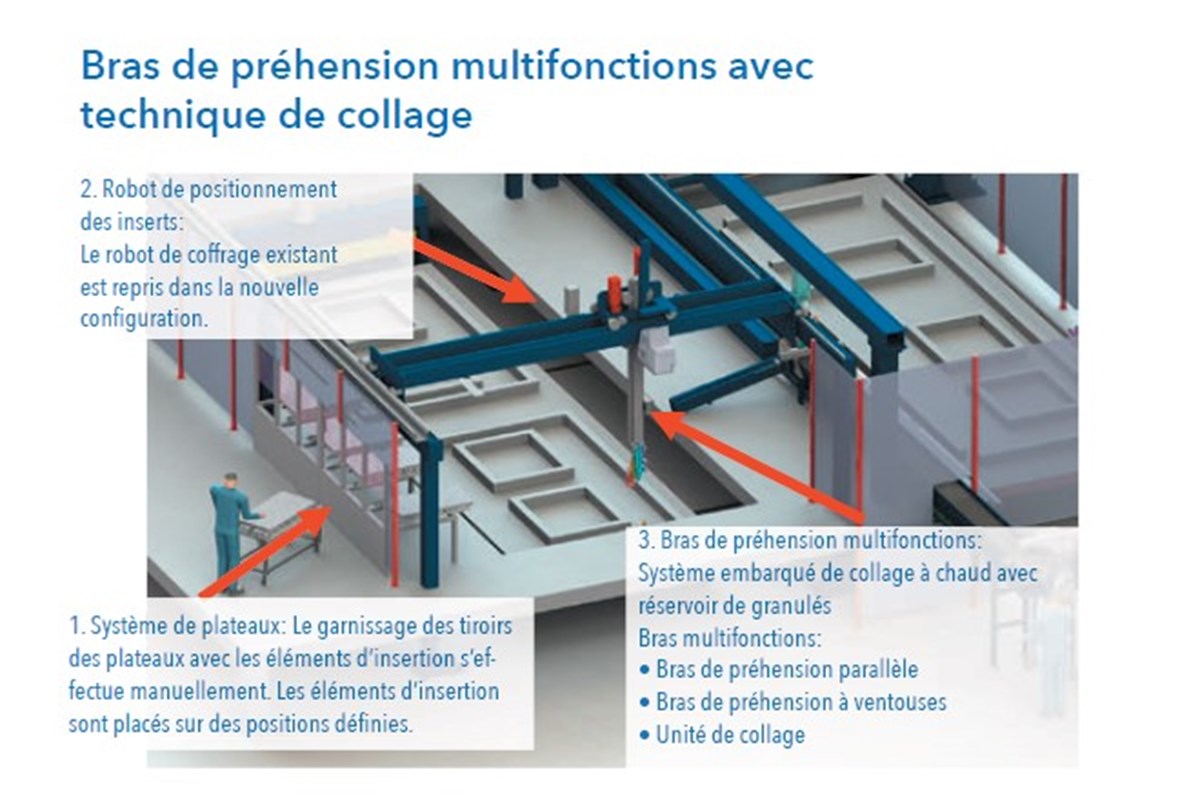
De même, un bras de préhension multifonctions entièrement repensé, avec pistolet à colle intégré pour la fixation des éléments vient d‘être présenté au public: le robot de coffrage existant, qui auparavant positionnait les aimants et les coffrages de recouvrement séparément, n‘a pas été envoyé à la casse, mais modernisé et réactivé comme pur robot d‘insertion. Une idée ingénieuse qui s‘inscrit dans une démarche de durabilité, sans oublier les économies qu‘elle a permis de réaliser.
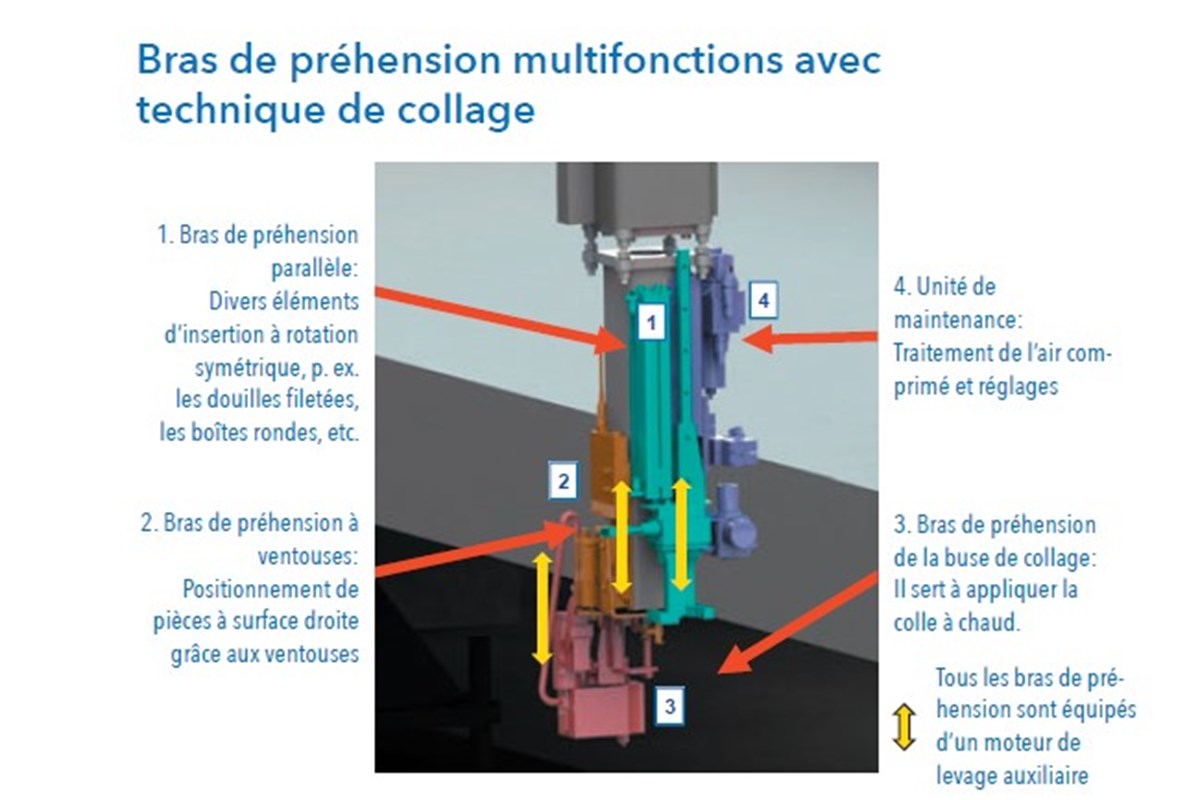
Le robot d‘insertion combine trois fonctions: le bras de préhension parallèle (Fig. 5, n°1) assure essentiellement le positionnement de divers inserts à rotation symétrique, tels que les douilles filetées; le bras de préhension à ventouse (Fig. 5, n°2) est équipé de deux ventouses avec lesquelles il peut saisir des boîtes électriques ou d‘autres pièces à surface droite; la troisième fonction est celle de la buse de collage (Fig. 5, n°3), qui dépose la colle à chaud sur la palette de coffrage, la colle provenant du réservoir de granulats embarqué.
Le processus commence par ce que le bras de préhension (parallèle ou à ventouses) prend l‘élément, en fonction des données de production, sur un plateau garni d‘inserts. Tous les bras de préhension sont équipés d‘un dispositif de levage auxiliaire et peuvent être rétractés et sortis séparément. Une fois que le robot est positionné sur les axes X et Y, le bras de préhension de l‘axe Z vient se placer juste au-dessus de la palette de coffrage. L‘appareil de levage auxiliaire de la buse de collage vient se placer juste au-dessus de la palette de coffrage et place un point de colle à l‘endroit spécifié par le système de commande. Ensuite, le bras de l‘axe Z pivote et colle la pièce à insérer sur la position voulue. Ensuite, le processus recommence du début.
Avantages:
- Réduction des coûts grâce à une productivité augmentée;
- Utilisation possible de pièces et d‘inserts de différents types et fabricants;
- Qualité améliorée;
- Evite d‘avoir à utiliser des aimants de stabilisation, qui du reste se perdent très facilement: cela compense aisément le surcoût de nettoyage et de colle;
- Consommation de colle contrôlée;
- Jusqu‘à trois processus de positionnement par minute.
L‘avancée de l‘automatisation dans les usines de préfabrication se poursuit sans relâche, en particulier pour le décoffrage et le coffrage des profilés de coffrage, et pour le positionnement d‘inserts ou d‘aimants de stabilisation. On exige des cycles de production de plus en plus courts à des cadences de plus en plus rapides, alors que le manque de personnel est également un problème et que la pénibilité des travaux doit être réduite. Les exigences de qualité posées aux éléments préfabriqués en béton se durcissent en conséquence. L‘emploi de plus en plus fréquent d‘inserts et/ou d‘aimants de stabilisation positionnés par un système robotisé permet de satisfaire ces exigences.