2/1/2021
Weckenmann first successfully completed a project in 1998 involving automatically positioning threaded sleeves. In that project in Japan, a system was implemented that could position up to four different threaded sleeves fully automatically and fix them by means of hot-melt adhesive. In many precast concrete production facilities, increasing importance is being attached to the automatic placement of inserted components, magnet boxes and/or magnets for inserted components. Such systems are often set up during modernisation work. Weckenmann employed its great innovative strength and decades of experience to develop a logistics and positioning system for magnet boxes in modernising a shuttering robot at Bürkle in Sasbach, Germany. Magnet boxes are utilised e.g. for positioning and fixing door and window shuttering.
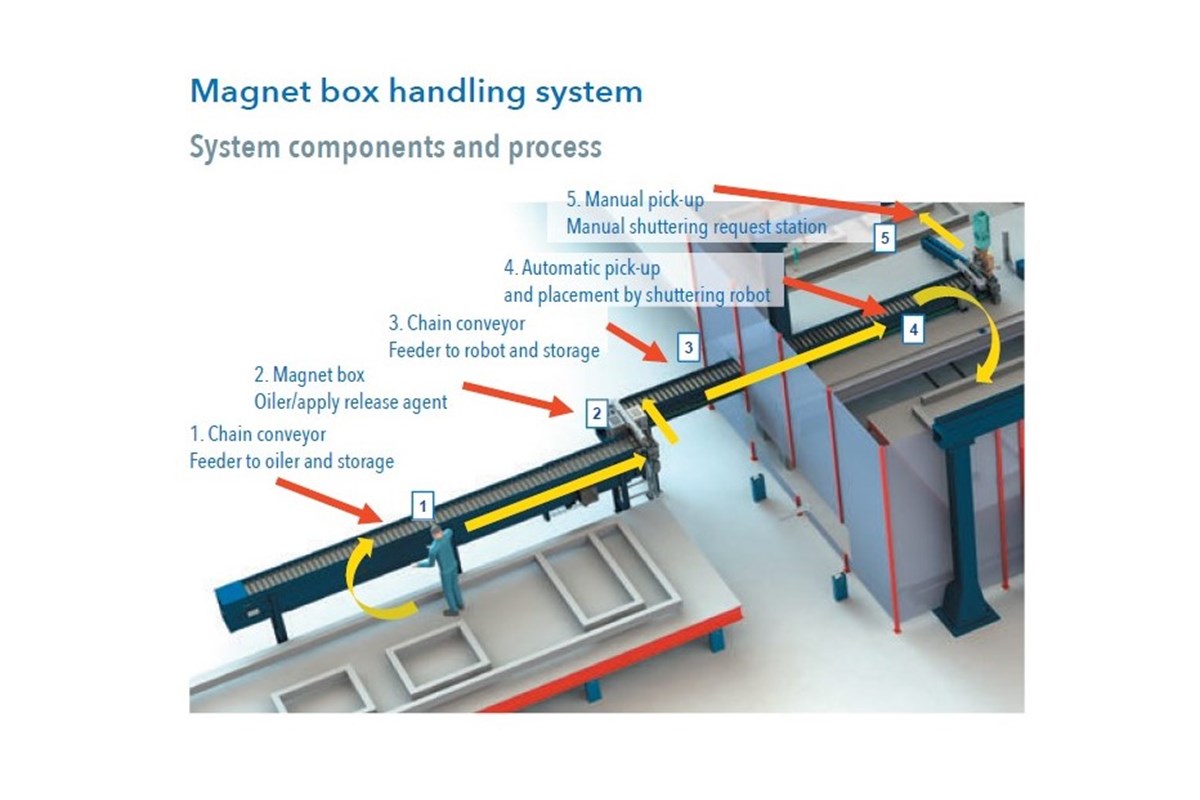
The magnet box handling system is as follows: magnet boxes are placed manually by an employee onto the chain conveyor from the shuttering pallet (Fig. 1, no. 1.). The magnet boxes then travel to the oiler (Fig. 1, no. 2.). A transverse stroke pushes the magnet boxes through the oiler to be oiled. The now oiled magnet boxes reach the shuttering robot on another chain conveyor (Fig. 1, no. 3). The shuttering robot places the boxes on a shuttering pallet (Fig. 1, no. 4). At the downstream manual shuttering station, magnet boxes can be requested for manual positioning by pressing a button (Fig. 1, no. 5).
Advantages:
• Relief of the shuttering stripping process;
• Ergonomic working: employee can work upright on a formwork pallet when stripping shuttering (with auxiliary tool);
• Work organisation/space-saving: magnet boxes are stored centrally and in a space-saving manner;
• Cost savings in personnel deployment: the robot’s placement work releases employees for other tasks;
• Great positional accuracy of placements, thereby perfect positioning of windows and door recesses;
• Feeder tracks (chain conveyors) have a capacity totalling 140 magnet boxes;
• The robot can position up to three magnet boxes per minute on a pallet.



Sustainable robot with multi-functional grab for inserting components
This system is expandable. It would be feasible, for example, for the magnet boxes to be automatically stripped by the robot. In this way it is possible to strip and position magnet boxes fully automatically.
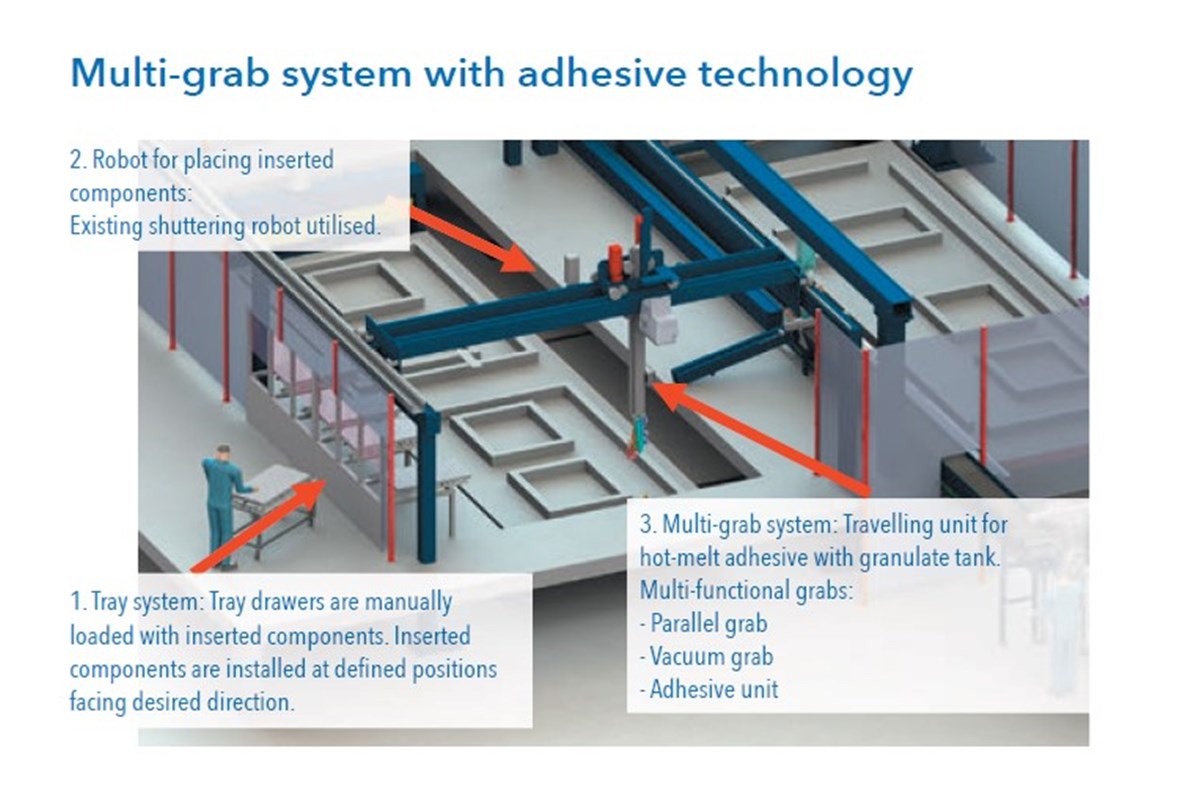
A completely newly developed multifunctional grab with integrated glue gun for inserted components was also introduced. The existing shuttering robot, which had previously positioned magnets and inverted shuttering separately, was not scrapped but modernised and reactivated as a robot purely for inserting components – a great idea, a contribution to sustainability and, not least, to savings on costs.
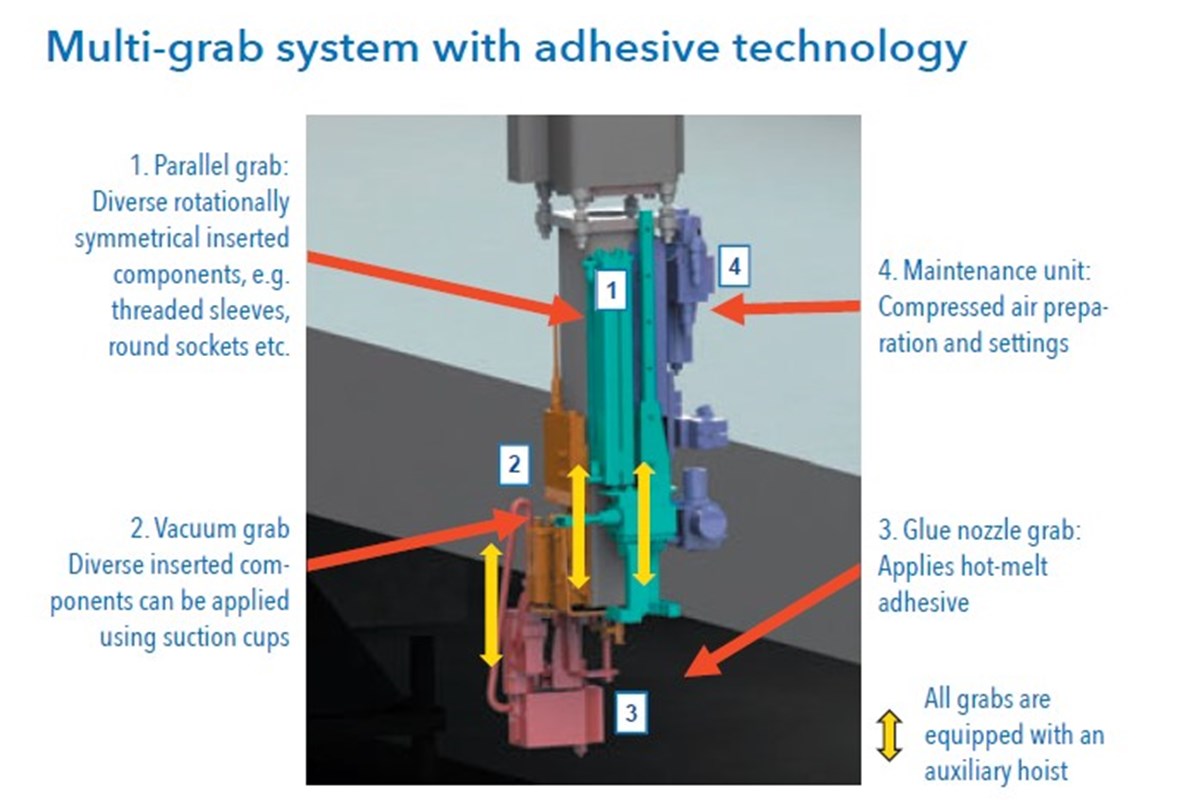
The robot combines three functions: the parallel grab (Fig. 5, no. 1), mainly serves to set in place diverse rotationally symmetrical inserted components, such as threaded sleeves. The vacuum grab (Fig. 5, no. 2) has two vacuum suction cups and can therefore grip electrical sockets or other inserted components with a straight surface. The last function is the glue nozzle (Fig. 5, no. 3). This applies hot-melt adhesive to the shuttering pallet. The adhesive comes from a travelling granulate tank.
The process begins with the grab (parallel grab or vacuum grab) picking up an inserted component as required from a pre-loaded workpiece carrier. All grabs are equipped with a separate auxiliary hoisting unit and can be extended and retracted separately. After the robot has travelled into position on the X and Y axes, the grab moves along the Z axis closely over the shuttering pallet. The glue nozzle auxiliary hoisting unit travels just above the formwork pallet and places a blob of adhesive in the position specified by the control unit. The grab then swivels to the Z-axis and glues the inserted component into position. After this, the process starts all over again.
Advantages:
• Savings on cost through increased productivity;
• Different inserted components and manufacturers can be utilised;
• Quality enhancement;
• Placement magnets and their shrinkage can be avoided, thus more than compensating for the additional cleaning effort and costs with the adhesive;
• Controlled adhesive consumption;
• Up to three positioning processes possible per minute.
The trend towards automation in precast production facilities continues unabated, especially as regards creating and stripping shuttering profiles and positioning inserted components or their magnets. Shorter cycle times are increasingly demanded; shortage of personnel is also an issue and heavy activities should be reduced. Quality specifications for precast concrete elements can increase correspondingly. These requirements can be met through the increased use of inserted components and/or magnets for inserted components by a robot.