01/08/2019
A empresa com sede em Jacarta PT. Rekagunatek Persada, uma filial da Indopora PT. Indonesia Pondasi Raya, colocou em funcionamento uma fábrica com linha de produção em circuito fechado com plataforma deslizante central da Weckenmann Anlagentechnik GmbH & Co. KG em 2017, para a produção de elementos de parede e de placas de fachada. O plano principal para a expansão das instalações de produção recém-construídas previa a construção de uma outra instalação de produção para o fabrico de elementos de lajes protendidos.
A escolha da parceira de planejamento e fornecedora da instalação recaiu uma vez mais sobre a Weckenmann Anlagentechnik GmbH & Co. KG, uma das fornecedoras internacionais líderes na área da produção de elementos de concreto pré-moldado, que é representada na Indonésia pela PT Melindo Dipta, uma empresa do grupo Melcher.
No verão de 2018, foi possível iniciar a segunda fase de construção das instalações de produção.
Junto com o cliente, a Weckenmann Anlagentechnik GmbH & Co. KG planejou a fase seguinte da expansão: uma instalação para a produção de lajes maciças protendidas. Nasceu um conceito de produção estacionário com o total de seis linhas de produção com 120 m de comprimento cada.
Estas são compostas dos seguintes componentes individuais:
seis linhas de produção com um comprimento de 120 m cada uma; dispositivos de protensão;
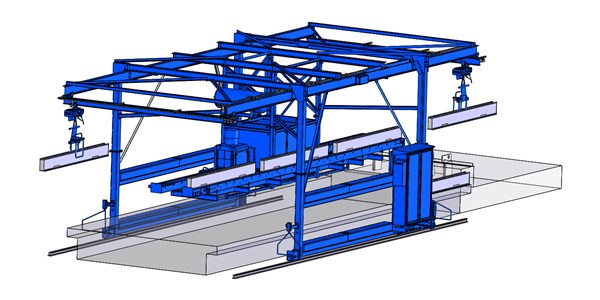
dois distribuidores de concreto de semipórtico;
dois carrinhos de armazém;
um carro de extração;
uma instalação central de caçambas transportadoras;
uma instalação de limpeza e pulverização;
uma instalação de serra para cabos tensores;
um sistema de moldagem completo para três alturas diferentes de produção.
A nova instalação de produção de lajes oferece a possibilidade técnica de produção de lajes maciças protendidas com uma largura de produção de, no máximo, 2400 mm. As linhas de produção possibilitam a produção de superfícies de qualidade de concreto aparente. As superfícies de moldagem são niveladas com precisão e retificadas mecanicamente.


Sistema de desmoldagem/moldagem
Devido à capacidade de carga das linhas de produção de 500 kg/m², é possível produzir elementos de concreto pré-moldado com espessuras até 200 mm. As espessuras dos elementos foram definidas, em primeiro lugar, nas dimensões de 65 mm, 80 mm e 120 mm. Para o efeito, foi concebido o sistema de desmoldagem.
Devido à protensão e para uma desmoldagem fácil dos elementos, as formas laterais das linhas de produção são dobráveis. Além disso, podem ser trocadas para uma mudança rápida das espessuras da produção ou do contorno das juntas de preenchimento. Neste contexto foi desenvolvido um novo sistema de moldagem ergonomicamente leve de manusear, que, junto com um dispositivo de troca rápida, possibilita a troca rápida das respectivas placas das formas laterais por uma outra versão.
Tecnologia de protensão comprovada
O dispositivo de protensão para a protensão dos cabos tensores é composto, em ambos os lados da frente das linhas de produção, de pilares protendidos com cilindros de relaxamento integrados nas fundações do edifício em ambos os lados das linhas de produção.
O dispositivo de protensão foi concebido para uma força de protensão máxima de 2000 kN.
As bobinas de cabos tensores são preparadas para o processamento em dobadouras de cordões.
Mediante rolos de transferência, os cabos tensores são fixados na máquina de limpeza e de lubrificação em uma barra de tração prevista para o efeito e retirados desta máquina em conjunto por cada elemento de laje ao longo de todo o comprimento da linha de produção e colocado na linha de produção.
A protensão dos cabos tensores é feita por uma prensa de protensão de arame individual, que efetua a protensão deste individualmente para a força de tensão necessária. As distâncias dos cabos tensores resultam da retícula de orifícios criada individualmente das placas de orifícios transversais do dispositivo de protensão em ambos os lados da linha de produção.
O relaxamento dos cabos tensores posterior à cura do concreto é efetuado hidraulicamente em ambos os lados, de modo simétrico, mediante cilindros de relaxamento do dispositivo de protensão.
Sistemas de moldagem
Para as formas dos elementos de lajes so protendidos optou-se pelo sistema de moldagem X-Uni-S, já que este sistema é bastante adequado para a armadura transversal saliente existente em elementos de diferentes espessuras.
A fixação dos perfis de desmoldagem longitudinal é feita mediante caixas magnéticas, que podem ser fixadas rapidamente mediante um adaptador e fechos de baioneta.
As formas transversais possuem entalhes para os cabos tensores contínuos e são viradas sobre os cabos tensores. Para a relaxamento das peças, os batentes transversais são concebidos de modo flexível, para que possam absorver a pressão do relaxamento. Após a cura, estas são desmoldadas mediante travessas especiais sobre o carrinho de armazém.
Para o manuseio da forma e a armazenagem temporária dos perfis de cofragem estão previstos dois carrinhos de armazém, que se deslocam sobre os trilhos inferiores paralelos às linhas de produção. Estes estão equipados com carregadores. Para o manuseio está disponível um guindaste de manuseio instalado em cada carrinho de armazém, que facilita e acelera a desmoldagem e a moldagem.
Distribuição de concreto
A concretagem das seis linhas de produção é feita mediante dois distribuidores de concreto de semipórtico, que atravessam três linhas de produção cada um. As caçambas do distribuidor de concreto são deslocáveis transversalmente ao longo de todas as linhas de produção.
As unidades de recipientes têm capacidade para 3,0 m³ de concreto cada uma e doseiam o concreto em uma largura de 1200 mm mediante empurradores individuais com precisão e na quantidade certa.


Conceito de dosagem de concreto variável com dispositivos de elevação
Para a produção otimizada de peças tipo barra protendidas nas linhas de produção, os recipientes de descarga podem ser girados a 90°. Desse modo, a partir da descarga plana do distribuidor de concreto, é feita uma descarga em forma de linha adequada para peças tipo barra. Dispositivos de elevação com uma elevação de 1,00 m permitem o ajuste em altura do recipiente de descarga, o que, devido à estrutura da forma, é necessário na produção de peças tipo barra.
Assim é possível produzir, por exemplo, estacas cravadas protendidas ou elementos em forma de barra para estacas-prancha nas linhas de produção.
Ambos os distribuidores de concreto processam, por turno, até 180 m³ de concreto fresco.
No decurso da aplicação do concreto, a superfície do concreto é removida mediante o distribuidor de concreto, com barras de retificação vibradoras ajustáveis em altura.
O adensamento é feito em simultâneo com a descarga de concreto ao longo da instalação de adensamento igualmente instalada nos distribuidores de concreto, mediante sete vibradores internos hidráulicos de alta frequência e submersíveis no concreto com ajuste de frequência variável.
A operação do distribuidor de concreto é feita totalmente mediante controle remoto.
Alimentação de concreto mediante caçamba transportadora
A alimentação de concreto da instalação de mistura para os distribuidores de concreto é feita continuamente mediante o sistema central de caçambas transportadoras instalado com duas caçambas transportadoras.
Com uma capacidade de 2 m³ de concreto cada uma, as duas caçambas transportadoras deslocam-se entre a instalação de mistura e os distribuidores de concreto. Mediante um controle do funcionamento, a caçamba transportadora segue o distribuidor de concreto, de modo a que a transferência de concreto possa decorrer com o mínimo de perda de tempo. O pedido de concreto é efetuado pelo operador de cada distribuidor de concreto. O controle da instalação de caçambas transportadoras dispõe de uma troca de sinais para a instalação de mistura. O fornecimento do concreto controlado de modo otimizado em termos de tempo é assim executado.
Para a preparação para a elevação dos elementos de lajes, os cabos tensores são separados mecanicamente mediante uma serra para cabos tensores. A unidade de serra deslocável ao longo das linhas de produção com uma lâmina de corte de separação de alta velocidade controlada por eixo permite um processo de separação limpo e rápido.
Os elementos prontos são empilhados em faixas de fundação após a elevação ao longo das linhas de produção, para serem depois transportados para a área de armazenagem. As pilhas de lajes são levadas para baixo por um carro de extração conectado a trilhos, que, mediante um dispositivo de elevação, consegue elevar pilhas de lajes de até 30 t e transportá-las para o local de armazenagem. As instalações de guindaste no galpão de produção são aliviadas por este conceito de transporte, já que para a formação das pilhas por um guindaste apenas são percorridos percursos curtos.
Resumo
Aqui foi criada uma instalação com uma capacidade de produção de até 1400 m² de lajes maciças protendidas por turno, que pode oferecer um conceito de forma sofisticado bem como uma logística de produção avançada.
A concepção do equipamento mecânico oferece possibilidade de expansão da gama de produtos no sentido da produção de peças tipo barra.
Dispensou-se, deliberadamente, uma automação completa da produção. O foco encontra-se em uma elevada qualidade dos produtos, associada a uma mecanização progressiva da produção.
A ergonomia da produção, bem como uma elevada segurança de operação também estão em foco e contribuem para a rentabilidade do investimento na instalação por parte da empresa PT. Rekagunatek Persada.