29/10/2015
Con una capacidad de producción de 140.000 m2 de placas de muro y su emplazamiento certificado por el PCI, la empresa sienta nuevos precedentes en EE.UU. No solo la capacidad de producción es impresionante, sino también el modo en que la nueva fábrica trabaja con las máquinas de producción automáticas de Alemania.
«Molin, con sus más de 100 años de historia en cuatro generaciones, continúa desarrollándose sin pausa. La empresa cuenta con instalaciones que le permitirán, también en el futuro, suministrar al sector las soluciones más innovadoras». Quien tenga la posibilidad de visitar la fábrica puesta recientemente en funcionamiento por Molin en Ramsey, Minnesota, podrá hacerse una idea de lo cierta que es esta afirmación de la página web de la empresa.
Con una capacidad de producción de 140.000 m2 de placas de muro y su emplazamiento certificado por el PCI, la empresa sienta nuevos precedentes en EE.UU. No solo la capacidad de producción es impresionante, sino también el modo en que la nueva fábrica trabaja con las máquinas de producción automáticas de Alemania.
Molin Concrete Products Company, cerca de Minneapolis/St. Paul, Minnesota, 415 Lilac St., Lino Lakes, MN, es una empresa con 118 años de antigüedad, que fue fundada en 1897. Originalmente especializada en la construcción maciza en general, después de la Segunda Guerra Mundial la empresa experimentó una transición a la producción de elementos prefabricados de hormigón y actualmente produce cubiertas de hormigón pretensado, soportes, pilares, placas de muro macizas y aisladas para la construcción de viviendas, edificios de oficinas e industriales, escuelas e instalaciones de formación, etc.
Para que Molin pueda suministrar a sus clientes aún mejor de una sola mano, se tomó la decisión de ampliar la capacidad de producción. Se previó una nueva planta para fachadas de hormigón arquitectónico, placas de muros sándwich y losas macizas. Para estudiar las posibilidades, los representantes de la empresa también viajaron a Europa. Quedaron impresionados con lo eficiente, silenciosa, segura y precisa que resulta la producción en las instalaciones de circulación automáticas. El uso de circuitos de producción internos para aumentar la capacidad y estándares es muy habitual en Europa y otros lugares del mundo, pero en EE.UU., aunque la idea se remonta a Henry Ford, aún es poco habitual para la producción de elementos prefabricados de hormigón.
Una de las razones podrían ser las inversiones necesarias. Pero no basta con considerar únicamente las considerables inversiones. John Saccoman, Vicepresidente de Molin, afirma que se trata de algo muy rentable:
«Una fábrica típica de elementos prefabricados de hormigón de esta capacidad requeriría 48 empleados. Nuestra nueva fábrica requiere tan solo de 14 a 18 empleados». El proceso de producción completo está controlado por ordenador. Esto significa una calidad más elevada y constante y una disponibilidad más rápida de los productos. Y esto merece la pena. Saccoman continúa: «La tecnología y la industria continúan avanzando y, como fabricantes, no podemos dejar de implementar este tipo de nuevos desarrollos. Hemos venido a Europa para encontrar la solución más adecuada para nosotros y estamos convencidos de que el proveedor que hemos elegido nos la ofrece».

El diseño y la construcción de la nueva instalación fueron encomendados por Molin en febrero de 2014 a la empresa alemana Weckenmann. Molin tuvo que colocar los conductos de suministro locales, y Weckenmann asumió luego la instalación, puesta en marcha y formación para el nuevo equipamiento. Uno de los mayores desafíos a los que se enfrentó Weckenmann fue la instalación de los nuevos equipos en los edificios existentes con las dimensiones dadas. El proyecto fue realizado exitosamente y en junio de 2015 se fabricaron las primeras placas.
Saccoman aún sigue sorprendido con las diferencias en comparación con los emplazamientos de producción tradicionales de EE.UU.: «Tradicionalmente, las placas prefabricadas de hormigón se producen sobre mesas estacionarias, planas, a las que el hormigón llega o bien mediante un vehículo de transporte o con una cuba. En el nuevo sistema llevamos la bandeja a la estación de hormigonado y las placas fraguan en una cámara de curado con aire caliente. Necesitamos de unos pocos trabajadores para operar la fábrica. No obstante, el sistema de circulación requiere muchos equipos. Los sistemas transportadores mueven las bandejas al distribuidor de hormigón, a la cámara de curado y a la mesa basculante, donde los elementos de hormigón son elevados.
Proceso de producción
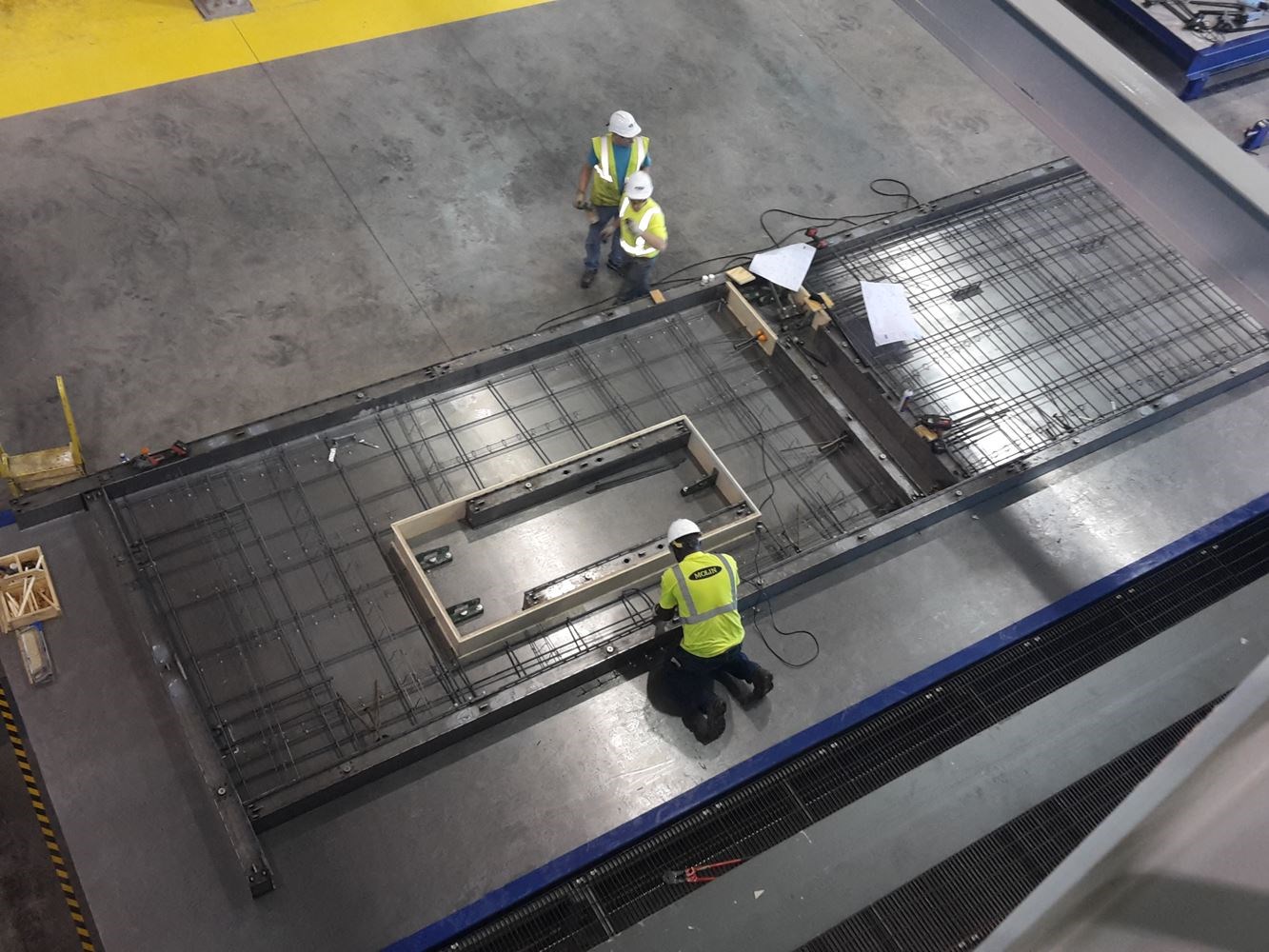
Los datos de producción son transmitidos a través de una interfaz CAD al ordenador maestro WAvision, que controla todos los movimientos de las bandejas de acero de 4 x 12,2 m. Las anchas chapas para las bandejas fueron fabricadas en Europa. Gracias a sus superficies perfectamente lisas permiten la producción de placas de hormigón de la mayor calidad. El proceso comienza en una estación de limpieza, trazado, rociado, donde tras limpiar y lubricar la bandeja se marcan los contornos para el encofrado, incluyendo las entalladuras deseadas, por ejemplo, para ventanas y puertas. Puesto que siempre son limpiadas y lubricadas, la vida útil de las chapas de las bandejas es casi ilimitada.
La estación de limpieza, trazado, rociado también cuenta con una unidad de pulverización, que pulveriza automáticamente retardador sobre las bandejas según los datos CAD. En función de los requisitos planteados a la superficie arquitectónica se dispone simultáneamente de cuatro diferentes tipos de retardador. Una grúa de manipulación de operación manual ubica los elementos de encofradomagnéticos. En función del espesor de los elementos, los elementos de encofrado básicos pueden complementarse con elementos adicionales, que aumentan el encofrado a 6, 8, 10 o 12 pulgadas. Las jaulas o mallas de armadura prefabricadas son ubicadas con una grúa sobre las bandejas. Los anclajes de transporte y tubos para cables son fijados sobre la bandeja. Puesto que algunos procesos en elementos especiales pueden llevar más tiempo, las bandejas pueden retirarse del circuito a estaciones fuera de línea y luego volver a introducirse en caso necesario. Gracias a estas estaciones fuera de línea es posible una velocidad de producción constante en el circuito. Tras la ubicación de los elementos de encofrado, la armadura necesaria y las piezas de montaje, las bandejas son desplazadas a la zona de hormigonado. El hormigón es producido en la nueva instalación de Molin en una instalación mezcladora de Standley Batch Systems de Cape Girardeau, Misuri. La instalación trabaja con un sistema de dosificación gravimétrico y una mezcladora. La arena y los áridos son almacenados en 12 depósitos con 18 compartimentos. Hay cuatro silos de cemento: dos para cemento gris, uno para cemento blanco y uno para cenizas volantes. La instalación de dosificación cuenta con un sistema de pigmentos colorantes y varios depósitos de áridos para la dosificación consistente de mezclas de hormigón arquitectónico.
La estación de hormigonado cuenta con dos distribuidores de hormigón, que se desplazan desde la mezcladora hasta la bandeja, donde vierten el hormigón. Esto permite procesar directamente uno tras otro el hormigón gris y el hormigón arquitectónico sin necesidad de limpieza. Ambos distribuidores de hormigón son controlados manualmente de forma remota y puesto que el peso de los distribuidores es medido continuamente, el llenado de los moldes se realiza de forma muy rápida. El hormigón es compactado automáticamente después del vertido. Los correspondientes procesos de vibración son muy silenciosos y se llevan a cabo mediante traslación y formando círculos, lo que resulta en superficies muy buenas. Una regla vibratoria nivela la superficie de la placa y la prepara para el posterior alisado. En el caso de elementos sándwich con placa interior y placa exterior, así como una capa aislante, el distribuidor de hormigón ubica primero el hormigón arquitectónico para la placa decorativa. La placa pasa luego a una estación donde se colocan el aislamiento y la armadura adicional y vuelve una segunda vez al distribuidor de hormigón, donde se vierte hormigón gris hasta el espesor preestablecido para la placa portante constructiva.
Las placas aislantes pueden alcanzar para 4 pulgadas de poliestireno extruido valores R de 23,0. En la nueva fábrica de Molin la mayoría de las técnicas de procesamiento de superficies como chorro de arena, lavado, emplastado y cepillado se realizan de forma mecánica. También es posible realizar superficies con matrices de textura y de clínker. Las placas de hormigón son transportadas finalmente a la cámara de curado. Actualmente, la cámara puede alojar 18 bandejas en un sistema de estanterías, pero la capacidad será aumentada probablemente a 30 bandejas. Las bandejas permanecen en la cámara durante 1-2 horas a unos 49ºC y 70-80% de humedad del aire.
Luego, la bandeja es retirada y elevada a la cámara con un alimentador de estantes automático, donde es alisada con una alisadora. A continuación, las bandejas vuelven a la cámara para el curado final. Para ahorrar espacio en la fábrica, la estación de alisado se encuentra sobre la cámara de curado. La siguiente posición en el circuito de las bandejas es la estación de desencofrado, que está compuesta por una gran mesa basculante. En esta estación se retira en primer lugar el encofrado lateral. Los imanes integrados de los elementos de encofrado se sueltan manualmente con una herramienta especial, son levantados de la bandeja con un travesaño de manipulación y colocados sobre el sistema transportador de encofrados. Los encofrados se desplazan automáticamente por la instalación de limpieza y lubricación y luego vuelven a estar disponibles. Los encofrados específicos de los clientes se almacenan en un almacén especial.
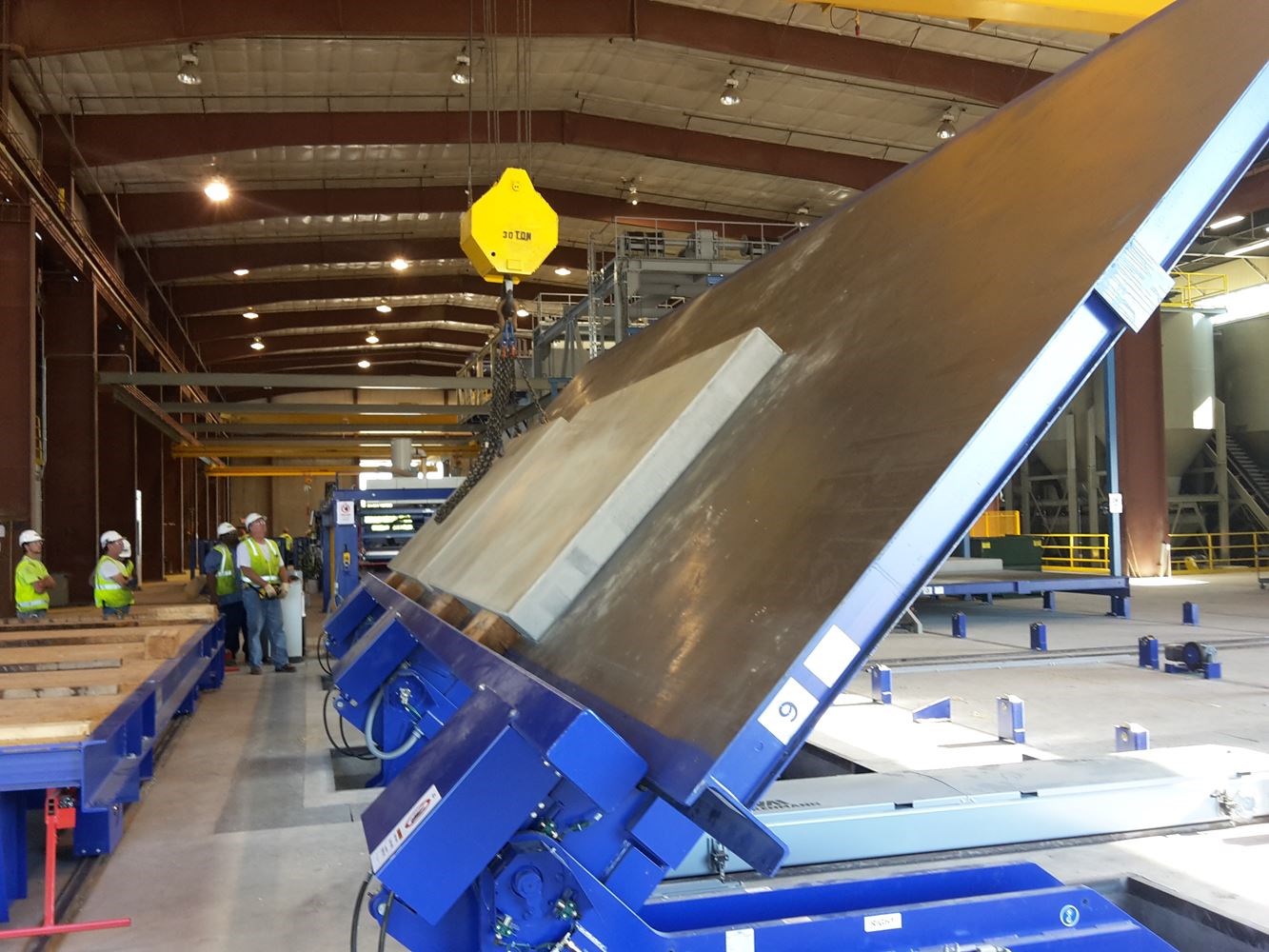
Tras el desencofrado, la mesa basculante compuesta por tres brazos basculantes hidráulicos bascula 70°, es decir casi vertical. Esto evita las tensiones de flexión en las placas, que aparecerían si fueran levantadas de la posición horizontal a la vertical.
En las fábricas de elementos prefabricados de hormigón normales, las placas de muro se procesan, almacenan y envían en horizontal y se giran al llegar al lugar de uso. En Molin, las placas son desencofradas, almacenadas y enviadas verticalmente. Los elementos terminados son ubicados sobre un carro de transporte, que dispone de un accionamiento a gas. El carro de transporte sale de la fábrica debajo de una grúa de pórtico, que agarra las placas individualmente y las coloca en el lugar de almacenamiento de la fábrica o, para la entrega exprés para un proyecto determinado, directamente en un camión. La bandeja vacía sigue a la estación de limpieza, que ya fue descrita como punto de partida de la instalación de circulación. La bandeja ya está lista para la producción de la siguiente placa de muro.
Satisfacción del cliente
Aunque es nueva en EE.UU., la instalación de circulación para elementos prefabricados de hormigón ya ha demostrado su eficacia, logrando tanto la satisfacción de los fabricantes como de los clientes. Saccoman resume finalmente: «Nuestra productividad ha aumentado en un factor de diez, lo que nos permite satisfacer aún mejor las necesidades de los clientes y el mercado. La nueva fábrica en Ramsey, Minnesota, cuenta con una de las pocas instalaciones de circulación automáticas en EE.UU., que consolidará considerablemente la posición de Molin como líder del sector en la industria de los elementos prefabricados de hormigón en la región Upper Midwest.