29.10.2015
Производительность завода, сертифицированного по стандартам Института сборного железобетона, достигает 1,5 млн. квадратных футов стеновых панелей, что задает новую планку для промышленности США. Впечатляет не только выработка, но и слаженность полностью автоматизированного производства, оснащенного новейшим немецким оборудованием.
Компания Molin под управлением четвертого поколения семьи насчитывает более 100 лет истории и продолжает активно развиваться. Она на все сто процентов готова обслуживать отрасль на протяжении нынешнего тысячелетия». Тот, кто имел возможность увидеть линию, которую компания Molin недавно ввела в эксплуатацию на заводе в Рамси, штат Миннесота, не сомневаются в истинности этой цитаты, взятой с корпоративного веб-сайта.
Производительность завода, сертифицированного по стандартам Института
сборного железобетона, достигает 1,5 млн. квадратных футов стеновых панелей, что задает новую планку для промышленности США. Впечатляет не только выработка, но и слаженность полностью автоматизированного производства, оснащенного новейшим немецким оборудованием.
Компания с 118-летней историей Molin Concrete Products была основана в 1897 г. в районе Миннеаполиса / Сент-Пола, штат Миннесота, по адресу: 415 Лайлек Стрит, Лайно-Лейкс, Миннесота. Начав с кирпичного строительства, после Второй мировой войны фирма переключилась на производство ЖБИ, ассортимент которых сегодня очень обширен и включает пустотные плиты перекрытий, балки, колонны, трибуны стадионов, стеновые панели с изоляцией и без для возведения жилых, коммерческих, учебных, административных и промышленных зданий.
Для повышения качества услуг и расширения своей линейки продукции, руководство Molin приняло решение о приобретении линии по выпуску архитектурных облицовочных элементов, теплоизоляционных стеновых сэндвич-панелей и сплошных конструктивных панелей.
Использование системы оборотных поддонов поточного производства и более строгих стандартов качества – это распространенная практика в Европе и во многих странах, однако, несмотря на то, что этот принцип был сформулирован еще Генри Фордом, заводы ЖБИ в США не спешат воплощать его на практике.
Одним из сдерживающих аргумен- тов всегда был объем необходимых капиталовложений. Однако судить о выгодности, исходя исключительно из капитальных затрат, – это однобокий взгляд на ведение бизнеса. Джон Саккоман, вице-президент компании Molin, подтверждает правильность своего расчета: «Типовой завод ЖБИ такой мощности потребовал бы 48 рабочих. На нашей новой линии занято от 14 до 18 сотрудников». Весь производственный процесс управляется компьютером, что ведет к повышению качества, стабильности и выработки.
«Технологии и промышленность постоянно движутся вперед, и, будучи производителями, мы не вправе пренебрегать новыми разработками. Наша поездка в Европу позволила нам подобрать оптимальное решение и найти надежного поставщика», – добавляет Саккоман.

В феврале 2014 г. компания Molin разместила заказ в немецкой фирме Weckenmann на проектирование и производство новой комплектной линии.
Американская компания должна была подготовить площадку, а специалисты Weckenmann взяли на себя работы по монтажу, пусконаладке и обучению эксплуатации нового оборудования. Одна из главных сложностей состояла в необходимости подогнать линию под размеры и геометрию существующего цеха. Однако все формальности были успешно улажены, проблемы решены, и в июне 2015 г. с линии сошли первые стеновые панели. Джон Саккоман не скрывает своего удивления, насколько европейский подход отличается от американских стандартов: «Как правило, бетонные панели формуются на длинных стационарных стендах, при этом бетонная смесь подается либо грузовиком, либо бадьей. На нашей линии форма доставляется на пост бетонирования, и панели набирают прочность в камерах с циркуляцией теплого воздуха. Для управления линией достаточно нескольких сотрудни-ков. Карусельная система требует большого количества разнообразного оборудования. Конвейеры доставляют поддоны к бетонораздатчику, камере тепловлажностной обработки и на кантовательный
стенд для распалубки».
Производственный процесс
Производственные данные поступают через интерфейс САПР на центральный компьютер WAvision, который контролирует все перемещения поддонов размером 13 на 40 футов. Опалубочные элементы для поддонов были импортированы из Европы и гарантируют идеально гладкую поверхность без дефектов.
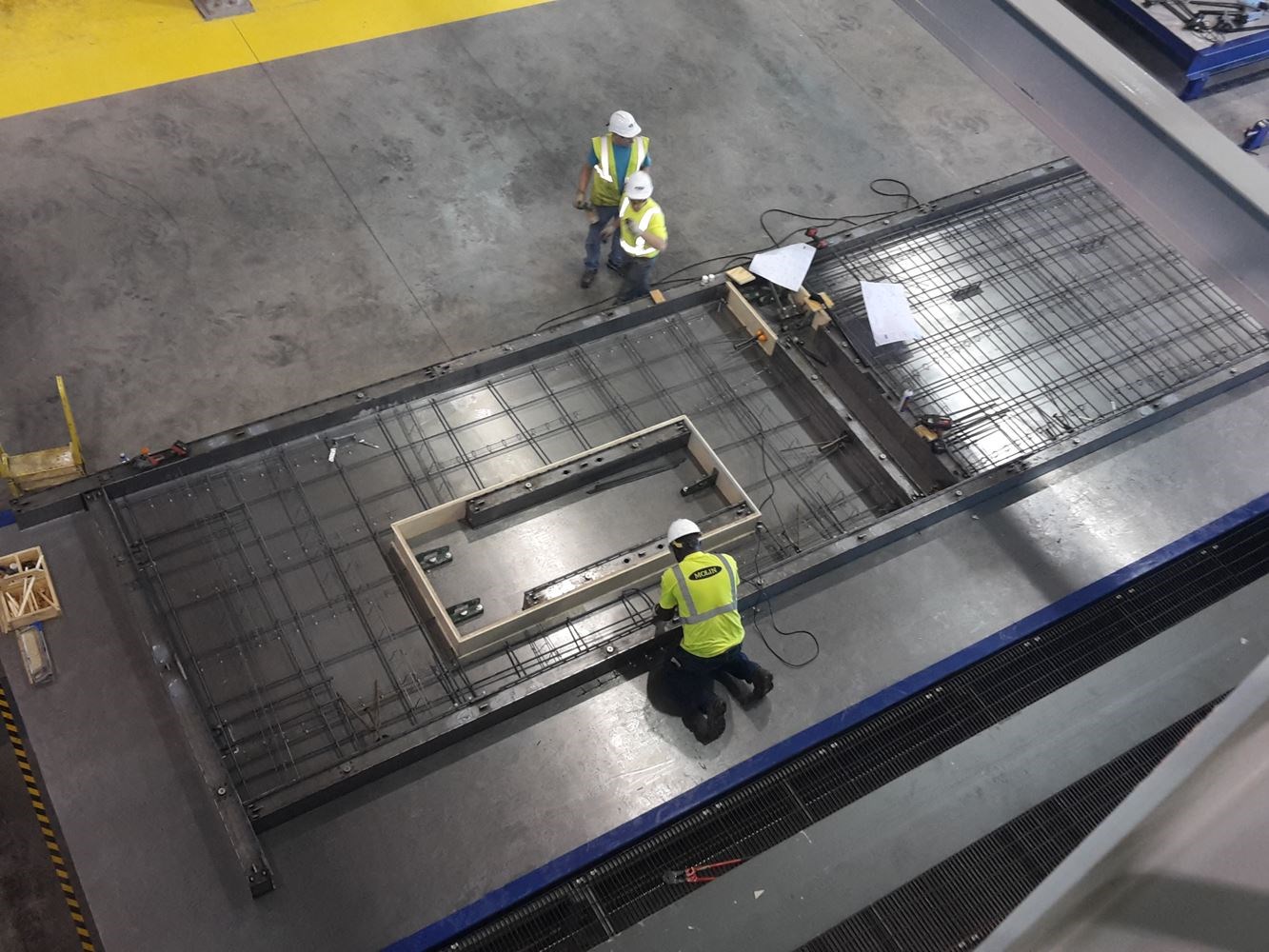
Процесс начинается на станции CPO (очистка, нанесение контуров, смазка), где после очистки и смазки поддонов на их поверхность наносятся контуры опалубочных профилей с учетом оконных и дверных проемов. Благодаря очистке и смазке срок службы поддонов практически не ограничен.
Станция CPO также оснащена распылителем для автоматического нанесения замедлителя схватывания в соответствии с данными САПР. В зависимости от требований к фактуре архитектурной поверхности, одновременно можно использовать четыре разных типа замедлителя. Затем на поверхность поддона при помощи ручного погрузочного крана устанавливаются магнитные опалубочные борта. В зависимости от толщины элементов, высоту бортов можно наращивать до 6, 8, 10 или 12 дюймов при помощи дополнительных профилей.
Кран укладывает на поддон арматурные каркасы или сетки, после чего закладываются подъемные анкеры и каналы. Производство специальных элементов может занимать больше времени, чем обычно, поэтому на заводе предусмотрены автономные технологические посты, позволяющие выводить поддоны с поточного производства и возвращать на линию по мере их готовности. Такая схема позволяет поддерживать стабильную скорость производства.
Поддоны с опалубочными профилями, арматурой и принадлежностями поступают на участок бетонирования. За приготовление бетонной смеси отвечает новая БСУ, поставленная фирмой Standley Batch Systems из КейпЖирардо, штат Миссури. БСУ оснащена системой весового дозирования и смесителем. Песок и заполнители хранятся в 12 бункерах с 18 отсеками. Для цемента предусмотрено четыре силоса: два для серого цемента, один для белого цемента и один силос для золы-уноса. В комплектацию БСУ также входят дозатор пигментов и многочисленные воронки для складирования заполнителей, необходимых для производства смесей архитектурного бетона.
Станция бетонирования состоит из двух бетонораздатчиков, которые перемещаются между смесителем и поддоном, в который выгружают приготовленную бетонную смесь. Такое решение позволяет попеременно использовать серый и архитектурный бетон без простоев на очистку.
Оба бетонораздатчика работают от привода с ременной передачей с дистанционным управлением, и, благодаря постоянному измерению веса, процесс
заполнения форм происходит в считанные минуты. После бетонирования смесь уплотняется при помощи встряхивания в круговом и поперечном направлении. Процесс уплотнения отличается минимальным уровнем шумообразования и гарантирует гладкую поверхность со всех сторон. Наряду с вибрацией, для выравнивания поверхности используется заглаживающая рейка, которая готовит изделие к последующей процедуре разравнивания.
При производстве стеновой сэндвичпанели, состоящей из двух оболочек с проложенной между ними теплоизоляцией, бетонораздатчик сначала заливает архитектурный бетон для декоративной оболочки. Затем панель возвращается на станцию, где происходит укладка теплоизоляции и дальнейшей арматуры, и повторно проходит через бетонораздатчик для нанесения слоя серого бетона предписанной толщины.
Коэффициент R теплоизоляционных панелей может достигать 23,0 при 4-дюймовом слое экструдированного полистирола. Поверхности панелей можно придавать различную фактуру, включая пескоструйную обработку, обнажение зерен заполнителя, шерохование и грубую затирку. Также можно воспроизводить фактуру под кирпич и другие стили с использованием матриц.
Затем поверхность панели затирается, и элемент направляется в стеллажную камеру тепловлажностной обработки вместимостью 18 поддонов. Объем камеры можно увеличить до 30 поддонов. Предварительная выдержка происходит в течение 1-2 часов при температуре 120 градусов по Фаренгейту и влажности 70 - 80%.
Затем поддон извлекается из камеры и подается на автоматическом подъемнике к заглаживающей машине вертолетного типа, расположенной поверх камеры тепловлажностной обработки в целях экономии места. Затем изделия возвращаются в камеру для итоговой выдержки. Следующий технологический пост в конвейерной системе – это станция распалубки, состоящая из габаритного кантовательного стола. Сначала снимаются боковые опалубочные профили. Инте грированные магниты отсоединяются вручную при помощи рычагов, поднимаются с поддона на траверсе с крестовиной и укладываются на специальный транспортер. Формы проходят через автоматическую станцию очистки и вновь готовы к работе. Специальная опалубка хранится на отведенном под эти цели складе.
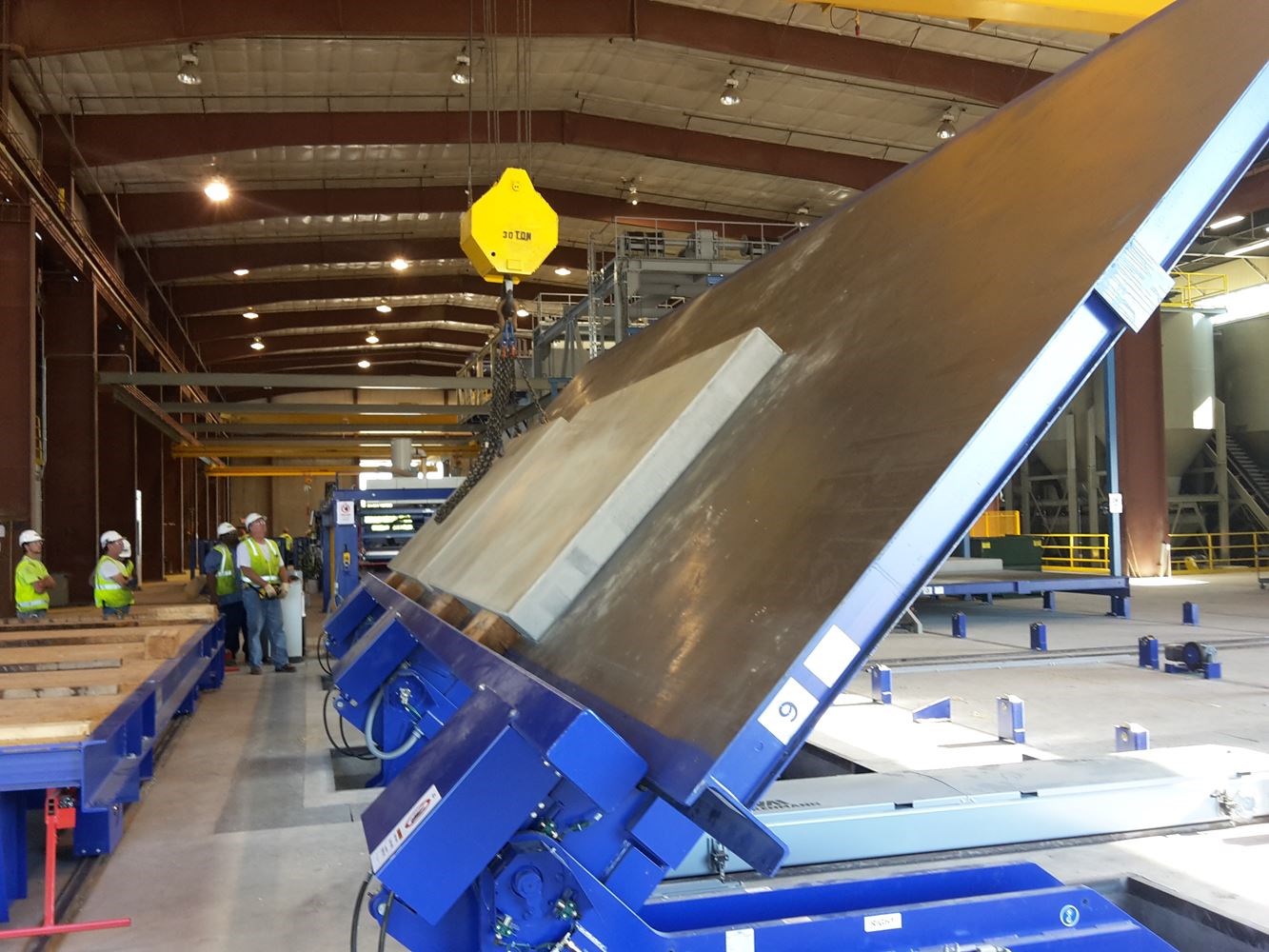
После распалубки изделия кантуют на кантовательном столе на 70° в практически вертикальное положение во избежание возникновения изгибающих нагрузок в панелях, в отличие от подъема из горизонтального положения в вертикальное.