10/29/2015
Automated Production Machinery
With a production capacity of 1.5 million square feet of wallpanels, they are setting a new benchmark with their PCI certified location in the United States. Impressive is not only the production capacity itself, impressive is especially the way their new plant is working with automated production machinery, delivered from Germany.
„With more than 100 years of history and four generations, Molin is still evolving. It has positioned to serve the industry into the next millenium“. Whoever has the chance to see the new plant Molin quite recently took in operation in Ramsey, Minnesota, gets an impression how true this statement is that is quoted here from the company’s website.
With a production capacity of 1.5 million square feet of wallpanels, they are setting a new benchmark with their PCI certified location in the United States. Impressive is not only the production capacity itself, impressive is especially the way their new plant is working with automated production machinery, delivered from Germany.
Molin Concrete Products Company, located outside Minneapolis/St. Paul, Minnesota at 415 Lilac St., Lino Lakes, MN, is a 118-year-old firm founded in 1897. Initially specializing in masonry construction, the firm transitioned into precast concrete production following World War II and now produces precast concrete hollow core plank, precast beams, columns, stadia, structural wall panels and structural insulated wall panels for the residential, commercial, educational, institutional and industrial building markets.
To better serve their customers as a full service supplier, Molin decided to extend their production capacities, specifically with a new plant for precast concrete architectural cladding, insulated sandwich wall panels and solid structural panels. While exploring options, they travelled to Europe and were impressed how efficient, quiet, safe and streamlined production in automated carousel operations are. Using an in-factory production circuit for increased capacity and to reach higher standards is quite common in Europe and other parts of the world, but even if this manufacturing idea dates back to Henry Ford, it is not common at all in the United States looking at precast production.
One of the reasons for this might be the necessary investment. However, looking at the capital investment only does not give the whole picture. John Saccoman vice president of Molin, confirmed that their calculation works well:
„A typical precast production plant of this capacity would require 48 workers. Our new plant will need just 14 to 18 workers.“ The whole production process is computer controlled. This means higher quality, more consistent products and fast product availability. And this certainly pays off. Saccoman continues: „Technology and industry are continually advancing themselves and as manufacturers we cannot afford not to implement these new developments. We travelled to Europe to find the best option for us and we are convinced that the supplier we decided on provides the best value for us.“

Molin placed their order with Weckenmann, a German company, in February 2014, to design and manufacture the new plant. While Molin was responsible for providing onsite provisions, Weckenmann was responsible for the installation, commissioning and training on the new equipment. One of the biggest challenges Weckenmann faced was installing the new equipment inside an existing facility, with given measurements. But they succeeded and in June 2015 the first panels were produced.
Saccoman is still amazed realizing the differences to standard US production sites: „Traditionally, precast concrete panels are formed on long line, non-moving flat tables where concrete is delivered either by truck or a bucket. In our new system we bring the form to a pouring area and panels are cured in a curing chamber with warm air. We need only a few laborers to operate the plant. The carousel system requires a lot of equipment. Conveyors move the panels to the concrete spreader, the curing chamber and to the tilting table for form stripping.“
Production process
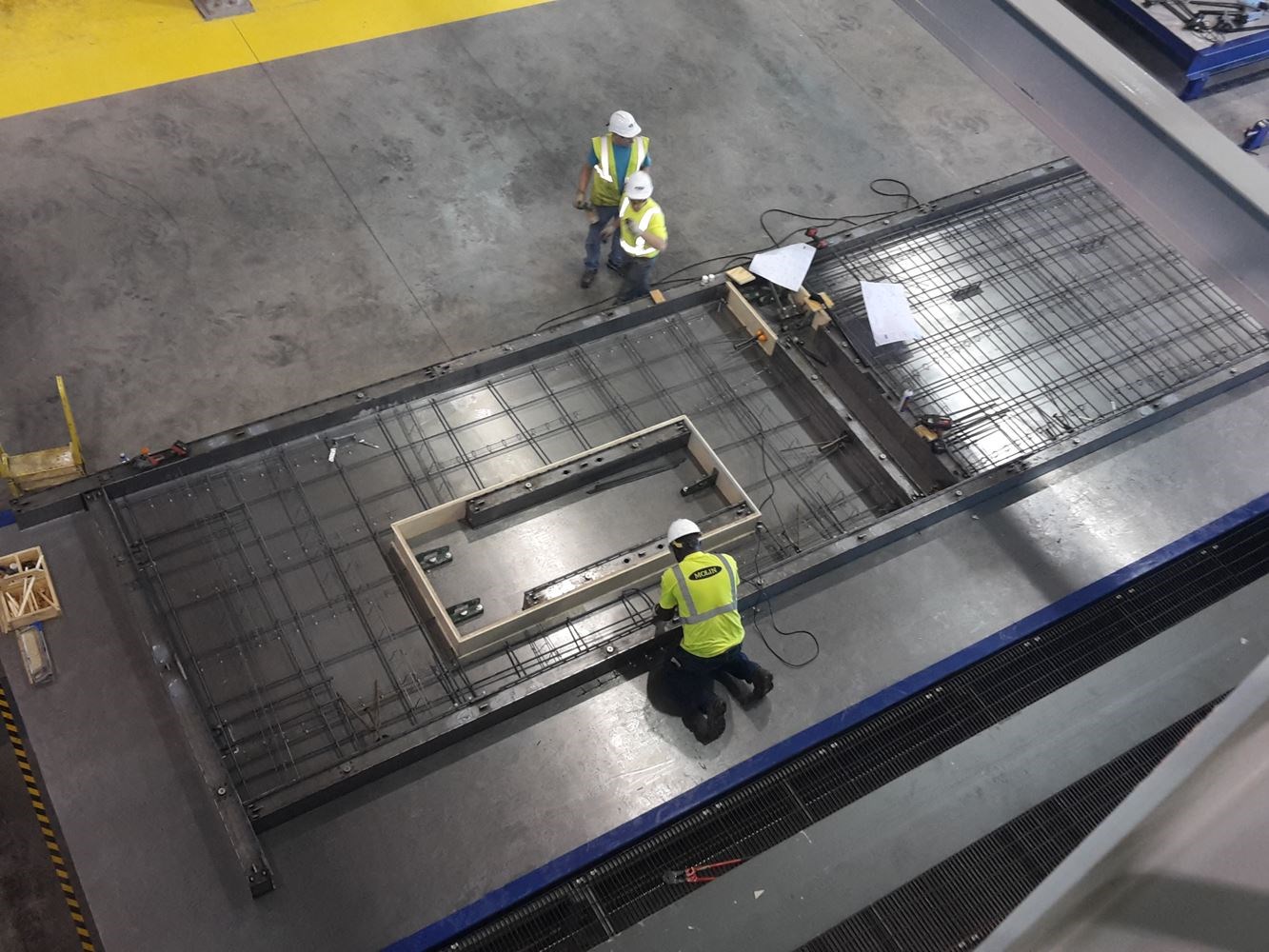
The production data is transferred via a CAD interface to a WAvision master computer that is controlling all the movements of the 13 feet by 40 feet steel pallets. The widesheets for the pallets were imported from Europe, with perfectly smooth surfaces enabling the production of highest quality concrete panels. The process starts at a CPO (cleaning, plotting, oiling) station where, after cleaning and oiling, the outline for the shuttering molds are marked on the pallet, including desired panel openings such as windows and doors. Thanks to the cleaning and oiling processes, the life span of the widesheets of the pallets is nearly indefinite.
The CPO machine is also equipped with a spraying unit to automatically apply retarder agent onto the pallets according to the CAD data. Depending on the requirement of the architectural surface, four different retarder agents are available at the same time. A manually operated handling crane positions the magnetic siderails. Depending on the thickness of the elements, basic siderails can be added on with additional risers to increase the height of the siderails to 6, 8, 10 or 12 inches. Prefabricated reinforcement cages or mats are placed by crane on the pallet, and lifting anchors and conduits are attached to the pallet surface. Since some operations might take longer for special elements, there are offline stations where pallets can be taken out of the regular circulation to be put back once ready again. Thanks to these offline stations, a constant production speed can be kept all the time. Once equipped with side molds and all necessary reinforcement and accessories, the pallets travel to the concrete area. Concrete is produced in the new Molin plant with a batch plant supplied by Standley Batch Systems from Cape Girardeau, Missouri. The batching operation utilizes a weight batch system and mixer. Sand and aggregates are contained in 12 bins with 18 compartments. There are four silos for cement: two for grey cement, one for white cement, and one for fly ash. The batch plant is equipped with a color pigment system and multiple aggregate bins for consistent batching of architectural mixes. The concrete station includes two concrete spreaders that travel from the mixer to the pallet where they discharge the concrete. This concept allows the use of grey concrete and architectural concrete right after the other, without unnecessary cleaning time in between. Both concrete spreaders are operated with a remote controlled belt pack and with a constant weight measure of the spreader, filling of the molds can be executed very quickly. After pouring the concrete, the compaction process takes place automatically using circular and transversal shaking processes that operate very quietly, producing very good surfaces on all sides. A screed board, along with vibration, levels the surface of the panel and prepares the screeding process that will follow later.
If the panel is to be a double wall with interior and exterior concrete wythes sandwiching a layer of insulation, the concrete spreader will first pour the architectural concrete for the decorative panel wythe. The panel is rerouted to a station where insulation is applied along with further reinforcement, and then it is run through the concrete spreader a second time for the grey concrete layer to be applied to the prescribed thickness.
Insulated panels can obtain R values as high as 23.0 with 4 inches of extruded polystyrene. Most panel finishes, including sandblast, exposed aggregate, hard trowel and broom finishes, will be machine applied in the new Molin plant. Brick and Formliner finishes will also be available. The insulated panel is then screeded and shuttled off to the curing chamber. Initially, the curing chamber is able to store 18 pallets in a rack system but capacity will eventually be expanded to 30 pallets. In the curing chamber, set at 120 degrees Fahrenheit and with 70-80 percent humidity, the pallets remain for 1-2 hours.
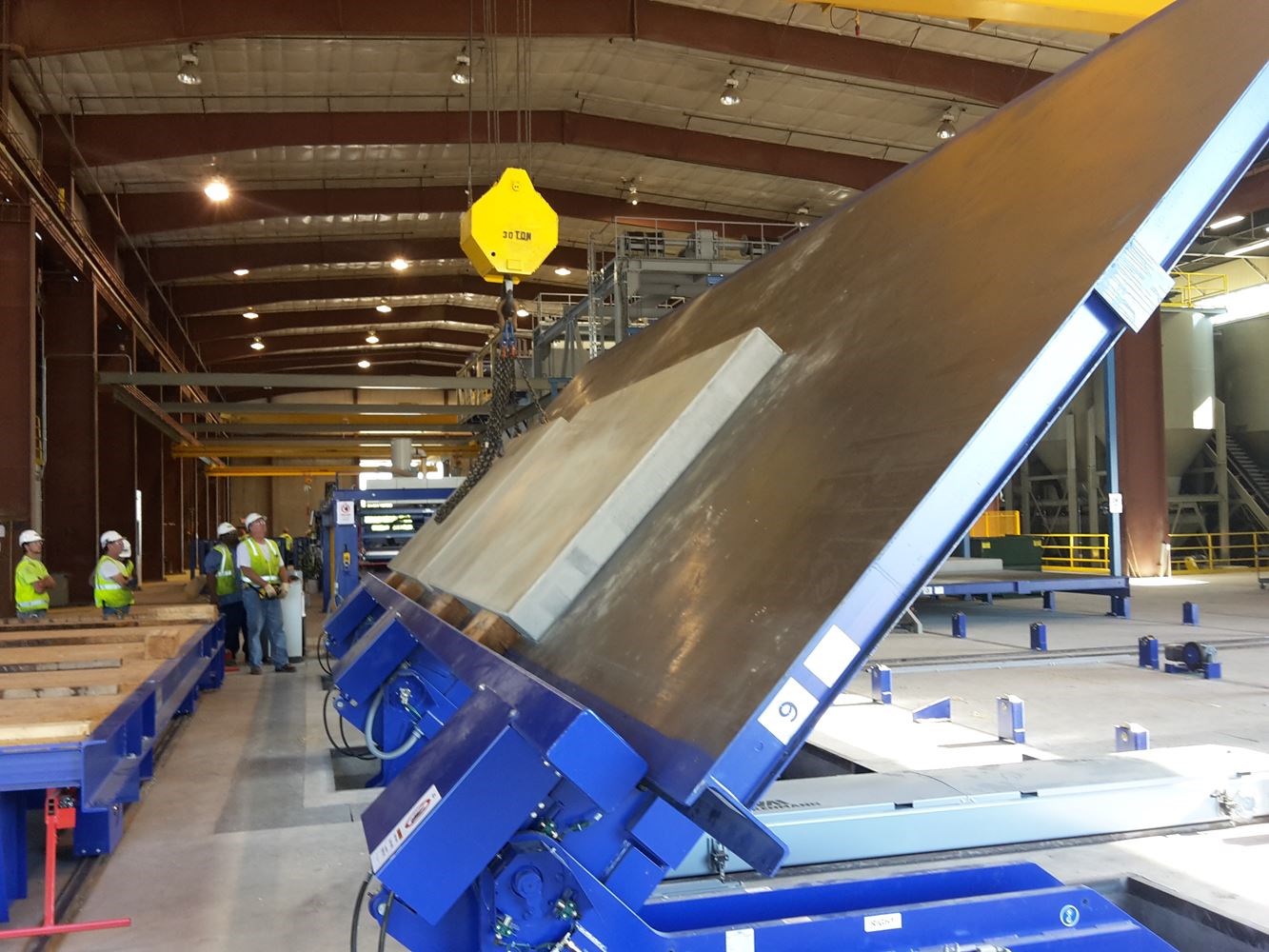
The panel is then pulled out and lifted to the top of the chamber by an automated elevator system where a helicopter troweling machine screeds it smooth. Afterwards, they are transported back into the curing chamber for a final cure. To save plant space, the troweling station sits atop the curing chamber. Next stop on the plant-long conveyor system is the demolding station, which consists of a large tilting table. At first, siderails are removed at this station. The integrated magnets of the siderails are manually released with lever tools and lifted from the pallet with a cross beam and handling traverse to be placed in the shuttering conveyor transport. The molds pass automatically through the cleaning equipment and are then available for shuttering again. Custom formwork is stored in a special magazine.
Once demolded, the tilting table, consisting of three hydraulically tilting arms, is tilted to 70°, nearly vertical, to avoid bending stresses in the panels that would occur if they were lifted from a horizontal position into a vertical position.
In typical precast plants, wall panels are handled flat, stored flat, shipped flat, and rotated at the job site. In the new Molin plant, the panels are stripped vertically, stored vertically, and shipped vertically. So finally, at Molin, automated equipment sets the finished precast panel on a transport car that holds multiple panels. The transport car moves outside the plant beneath a gantry system that picks up each panel and places it either in storage in the plant yard or loads it on a truck for speedy delivery to a project. The empty pallet travels forward to reach the cleaning station that was described here as the starting point for the carousel production, to be ready to serve for the next wall panel production.
Customer satisfaction
Still new to the US, carousel production for precast elements has proved to work perfectly to satisfy both the producers as well as the customers needs. Saccoman concludes: „Our productivity will increase tenfold, which will provide us the opportunity to better meet customer and market demands.” The new Ramsey, Minnesota, facility is one of the few automated carousel operations in the United States and will dramatically increase Molin’s position as a precast industry market leader in the Upper Midwest.