29/10/2015
Avec une capacité de production de 140 000 m² de panneaux muraux, l’entreprise pose des nouveaux jalons aux USA avec son site certifié PCI. Ce n’est pas uniquement la capacité de production qui est impressionnante, c’est également le fonctionnement de leur nouvelle usine équipée de machines de production automatisées allemandes.
« Avec plus de 100 ans d’histoire étalés sur quatre générations, la société Molin poursuit sans cesse son développement. L’entreprise est parée à un point tel qu’elle est constamment en mesure de desservir le secteur avec des solutions innovatrices. » Toute personne qui a l’opportunité de visiter l’usine de Molin récemment mise en service à Ramsey dans l’état du Minnesota, peut se rendre compte à quel point cette affirmation librement traduite du site web de l’entreprise est justifiée.
Avec une capacité de production de 140 000 m² de panneaux muraux, l’entreprise pose des nouveaux jalons aux USA avec son site certifié PCI. Ce n’est pas uniquement la capacité de production qui est impressionnante, c’est également le fonctionnement de leur nouvelle usine équipée de machines de production automatisées allemandes.
Sise aux abords de Minneapolis/Saint Paul dans l’état du Minnesota, 415 Lilac St., Lino Lakes, MN, la société Molin Concrete Products a été fondée en 1897 et affiche donc déjà 118 ans. Initialement spécialisée dans la construction générale en dur, l’entreprise est passée à la production d’éléments préfabriqués en béton après la seconde guerre mondiale et elle fabrique aujourd’hui des dalles en béton précontraint, des poutres, des colonnes, des panneaux muraux massifs et isolés pour la construction de logements, d’immeubles de bureaux et industriels, d’écoles et d’établissements d’enseignement, etc.
Pour mieux servir ses clients en tant que fournisseur complet, Molin avait décidé d’augmenter ses capacités de production. L’entreprise souhaitait en particulier disposer d’une nouvelle usine pour les façades en béton architectonique, pour les panneaux sandwich isolés et les planchers massifs. Lors de l’étude des options possibles, les représentants de l’entreprise vinrent aussi jusqu’en Europe. Ils furent impressionnés de voir à quel point la production sur des circuits de palettes automatique est efficace, silencieuse, sûre et élaborée. Si la mise en oeuvre de circuits internes de production en vue d’améliorer les capacités et les normes est parfaitement usuelle en Europe et dans d’autres parties du globe, elle est assez inhabituelle pour la production d’éléments préfabriqués en béton aux USA, même si cette idée remonte à Henry Ford.
Une des raisons pour cet état de fait pourrait résider dans les investissements requis. Il ne suffit toutefois pas de considérer les seuls investissements considérables. John Saccoman, vice-président de Molin, confirme que leur calcul a porté fruit:
« Une usine d'éléments préfabriqués en béton présentant de telles capacités nécessiterait 48 ouvriers. Notre nouvelle usine ne nécessite que 14 à 18 ouvriers. » Le processus de production complet est com mandé par ordinateur. Cela signifie une qualité accrue et constante ainsi qu’une disponibilité plus rapide des produits. Et cela en vaut la peine. John Saccoman poursuit : « La technologie et l’industrie ne cessent de progresser et en tant que fabricants, nous ne pouvons pas nous permettre de passer à côté de ces nouveaux développements. Nous sommes venus en Europe pour trouver la solution qui nous convienne le mieux et nous sommes persuadés que le fournisseur que nous avons sélectionné nous propose cette solution optimale. »

En février 2014, Molin avait chargé l’entreprise allemande Weckenmann de concevoir et construire la nouvelle installation. Il était prévu que Molin pose les conduites d'alimentation sur place et que Weckenmann s’occupe ensuite de l’installation, de la mise en service et des formations pour le nouvel équipement. Un des plus grands défis pour Weckenmann résidait dans le montage de la nouvelle installation dans des bâtiments existants présentant des dimensions spécifiques. Le projet fut mené à bien et en juin 2015, les premiers panneaux pouvaient être produits.
John Saccoman n’en revient toujours pas des différences par rapport aux sites de production conventionnels aux USA : « Traditionnellement, les panneaux préfabriqués en béton sont produits sur de longs bancs stationnaires plats et le béton est acheminé par un véhicule de transport ou à l’aide d’une benne. Avec notre nouveau système, nous amenons la palette jusqu’à la station de coulage puis les panneaux sont acheminés jusque dans une chambre de durcissement où ils peuvent durcir avec de l’air chaud. L’exploitation de l’usine n’exige que peu d’ouvriers. Toutefois, le système de circulation nécessite pas mal d’équipement. Les systèmes de manutention déplacent les palettes jusqu’au distributeur de béton, dans la chambre de durcissement et sur les tables basculantes où les éléments en béton sont prélevés.
Processus de production
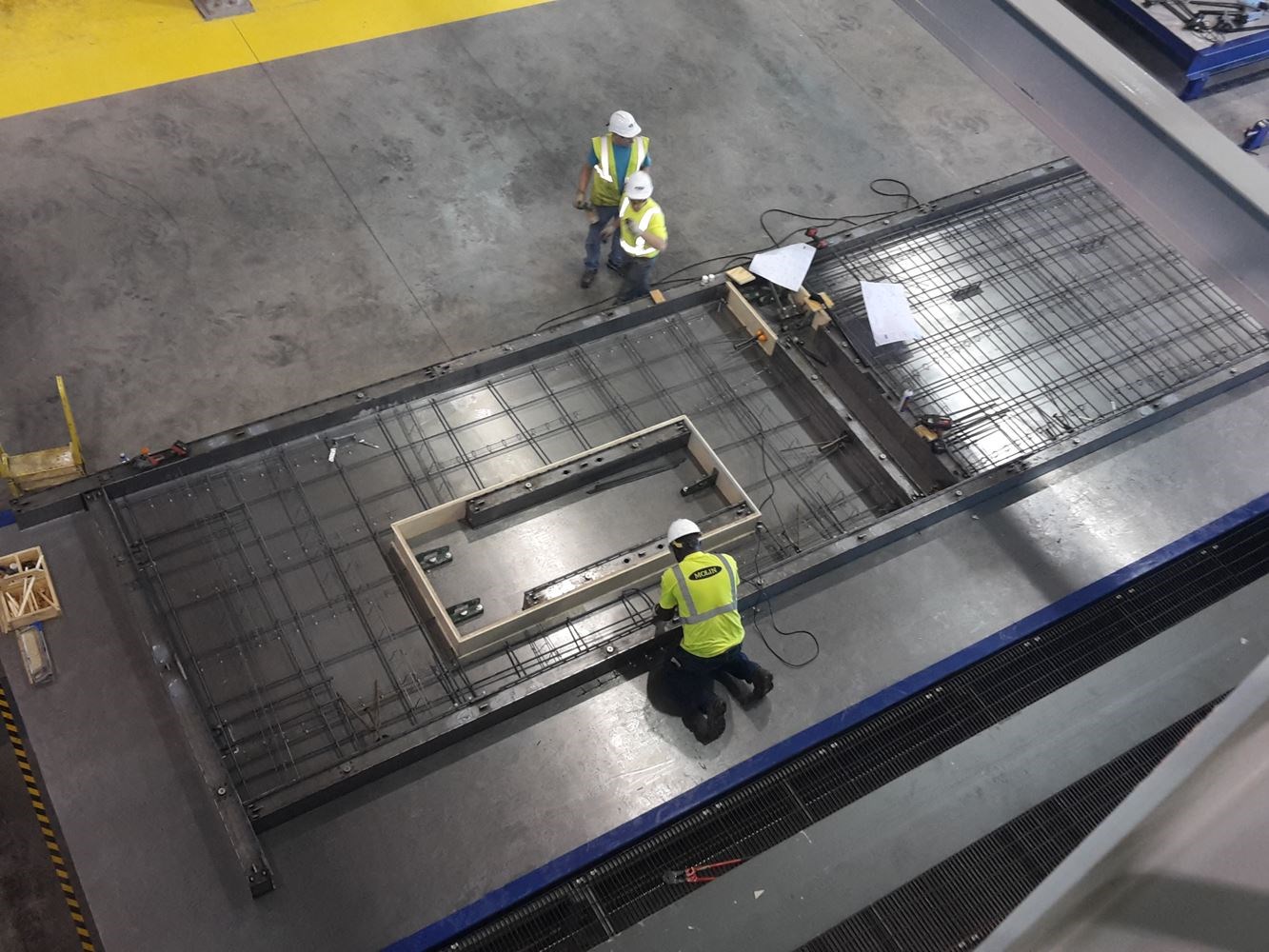
Les données de production sont transmises via une interface CAO à l’ordinateur maître WAvision qui pilote tous les mouvements des palettes d’acier de 4 x 12,2 m. Les larges planches de support pour les palettes ont été produites en Europe. Avec leur surface parfaitement lisse, elles permettent la production de dalles de béton de la plus haute qualité. Le processus démarre sur la station CPO (Cleaning, Plotting, Oiling = nettoyage, traçage, huilage) avec le nettoyage et l’huilage de la palette, les contours sont ensuite marqués dessus pour le coffrage et les évidements, p.ex. les portes et fenêtres. Comme les palettes sont nettoyées et huilées avant chaque cycle, la durée d'utilisation des planches est quasi illimitée.
La station CPO est également dotée d’un dispositif de pulvérisation qui asperge automatiquement un retardateur sur les palettes, cela en fonction des données CAO. Selon les exigences liées à la finition architectonique, quatre types différents de retardateur sont disponibles. Les éléments de coffrage magnétiques sont mis en place à l’aide d’une grue de manutention à commande manuelle. Selon l’épaisseur des panneaux, les éléments de base du coffrage peuvent être complétés par des éléments supplémentaires qui augmentent la hauteur du coffrage jusqu’à 6, 8, 10 ou 12 pouces. Les cages ou treillis d'armature préfabriqués sont mis en place sur les palettes à l’aide d’une grue. Les ancrages de transport et les gaines TPC sont fixés sur la palette. Comme certains processus peuvent prendre plus de temps pour des éléments spéciaux, les palettes peuvent être prélevées du circuit au sein de stations hors ligne pour être ensuite réintégrées au circuit selon les besoins. Ces stations hors ligne permettent une vitesse de production constante au sein du circuit de palettes. Après le positionnement des éléments de coffrage, de l’armature requise et des éléments incorporés, les palettes sont acheminées dans la zone de coulage. Au sein de la nouvelle installation de Molin, le béton est produit par une installation de mélange fournie par Standley Batch Systems de Cape Girardeau dans l’état du Missouri. Cette installation fonctionne avec un système de dosage gravimétrique et un malaxeur. Le sable et les granulats sont stockés dans 12 réservoirs avec 18 compartiments. Quatre silos sont réservés au ciment : deux pour le ciment gris, un pour le ciment blanc et un pour les cendres volantes. Le poste de dosage abrite un système de pigments colorants et plusieurs réservoirs de granulats pour le dosage consistant des mélanges pour le béton architectonique. La station de coulage est dotée de deux distributeurs de béton qui se déplacent entre le malaxeur et la palette dans laquelle ils mettent le béton en place. De ce fait, il est possible de mettre en oeuvre du béton gris et du béton architectonique directement l’un après l’autre sans nettoyage. Les deux distributeurs de béton sont pilotés via une télécommande manuelle et comme leur poids est mesuré en permanence, le remplissage des formes est très rapide. Après sa mise en place, le béton est automatiquement compacté. Les secousses très silencieuses générées pour le compactage sont circulaires et transversales, ce qui donne des surfaces bien finies sur tous les côtés. Une poutre d’égalisation nivelle la surface du panneau et la prépare au lissage ultérieur.
Pour les éléments sandwich avec voiles intérieur et extérieur ainsi qu’une couche isolante, le distributeur de béton met tout d’abord le béton architectonique en place pour le voile décoratif. Ce panneau est ensuite acheminé dans une station où l’isolant et l’armature complémentaire sont mis en place, puis est ramené une nouvelle fois au distributeur de béton qui coule le béton gris pour le voile porteur, jusqu’à atteindre l’épaisseur prescrite.
Avec une couche de polystyrène expansé de 4 pouces, les panneaux sandwich isolés atteignent des valeurs R de 23,0. La plupart des techniques de finition de surface- sablage, lavage, enduisage et brossage - se font par voie mécanique dans la nouvelle usine de Molin. Des finitions de type brique et matrice de coffrage sont également possibles. Les panneaux de béton sont ensuite transportés dans la chambre de durcissement. Cette chambre abrite actuellement 18 palettes sur un système de rayonnage, mais la capacité peut encore être augmentée jusqu’à 30 palettes. Les palettes séjournent dans la chambre 1 à 2 heures à tout juste 49 °C et une humidité de l'air de 70-80 %.
La palette est alors prélevée pour être soulevée jusqu’au-dessus de la chambre et y être lissée à l’aide d’une truelle mécanique. Ensuite, les palettes sont ramenées dans la chambre pour leur durcissement définitif. Pour gagner de la place au sein de l’usine, la station de lissage est aménagée au-dessus de la chambre de durcissement. La position suivante dans le circuit de palettes est la station de décoffrage qui consiste en une grande table basculante. Les coffrages latéraux sont tout d’abord enlevés dans cette station. Les aimants intégrés aux éléments de coffrage sont desserrés manuellement avec un outil spécial, puis soulevés de la palette avec un palonnier de manutention avant d’être déposés sur le système de convoyage pour coffrages. Les coffrages traversent automatiquement l’installation de nettoyage et d’huilage puis sont à nouveau disponibles. Les coffrages spécifiques aux clients sont conservés dans un entrepôt spécial.
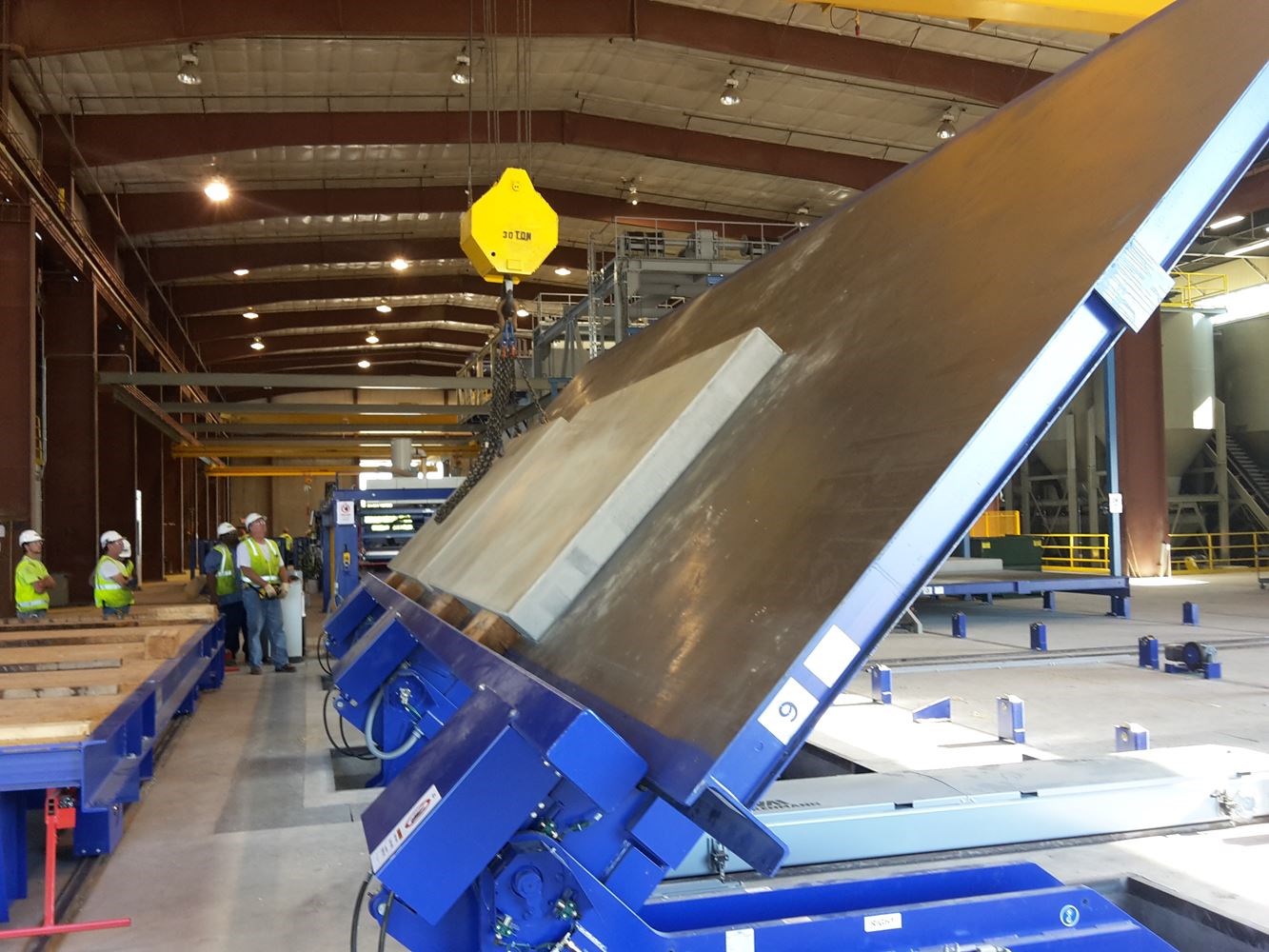
Après le décoffrage, la table basculante composée de trois bras de basculement hydrauliques est pivotée à 70°, quasi à la verticale. Ceci évite les contraintes de flexion dans les panneaux, contraintes qui surviendraient s’ils étaient soulevés de la position horizontale à la position verticale.
Dans les usines d'éléments préfabriqués en béton conventionnelles, les panneaux muraux sont traités, stockés et expédiés à plat avant d’être basculés sur chantier. Chez Molin, les panneaux sont décoffrés, stockés et expédiés à la verticale. Les éléments finis sont placés sur un wagonnet de transport entraîné par un moteur au gaz. Le wagonnet de transport sort de l’usine jusque sous une grue à portique qui prend les panneaux en charge un à un et les dépose soit dans l’entrepôt de l’usine, soit sur un camion s’il s’agit d’une livraison express pour un projet urgent.
La palette vide est acheminée jusqu’à la station de nettoyage qui est en fait le point de départ du circuit de palettes comme expliqué plus haut. Elle est ainsi prête pour la production du panneau mural suivant.
La satisfaction du client
Bien qu’il soit pionnier aux USA, le circuit de palettes pour éléments en béton préfabriqués a déjà fait ses preuves et satisfait tant le fabricant que ses clients. John Saccoman résume la situation : « Notre productivité a décuplé, ce qui nous permet de mieux desservir les besoins du marché. » La nouvelle usine de Ramsey dans le Minnesota abrite un des rares circuits de palettes automatiques aux USA et elle va renforcer largement la position de Molin en tant que leader du secteur de l’industrie du béton préfabriqué dans la région de l’Upper Midwest.