29/10/2015
Com uma capacidade de produção de 140.000 m² de painéis de parede, a empresa aposta em novos padrões com a sua fábrica PCI nos EUA. Assim, não somente é impressionante a capacidade de produção, como também o modo como a nova fábrica trabalha com as máquinas de produção automáticas vindas da Alemanha.
"Com a sua história de mais de 100 anos ao longo de quatro gerações, a Molin continua se desenvolvendo. A empresa está de tal modo estabelecida que poderá fornecer sempre o setor com soluções inovadoras, igualmente no futuro." Quem tem a oportunidade de visitar a fábrica recentemente colocada em funcionamento pela Molin em Ramsey, no Minnesota, assiste a uma apresentação do quão verdadeira é esta afirmação do site da Web da empresa traduzida livremente.
Com uma capacidade de produção de 140.000 m² de painéis de parede, a empresa aposta em novos padrões com a sua fábrica PCI nos EUA. Assim, não somente é impressionante a capacidade de produção, como também o modo como a nova fábrica trabalha com as máquinas de produção automáticas vindas da Alemanha.
A Molin Concrete Products Company, dos arredores de Minneapolis/St. Paul, Minnesota, 415 Lilac St., Lino Lakes, MN, é uma empresa de 118 anos, fundada em 1897. Originalmente especializada em alvenaria estrutural geral, a empresa mudou para a produção de elementos de concreto pré-moldado após a Segunda Guerra Mundial e, atualmente, produz lajes alveolares protendidas, vigas, colunas, painéis de parede maciços e isolados para a construção residencial, edifícios de escritórios e industriais, escolas e instalações educacionais.
Para que a Molin possa fornecer os seus clientes ainda melhor a partir de uma única fonte, decidira-se aumentar a capacidade de produção. Deveria ser construída uma nova fábrica para fachadas de concreto arquitetônico, painéis de parede sanduíche isolados e placas de concreto maciço. Para explorar as suas possibilidades, representantes da empresa viajaram também para a Europa. Eles ficaram impressionados com o modo como a produção em instalações de circulação automáticas decorre de forma eficiente, silenciosa, segura e sofisticada. A aplicação de um circuito interno de produção para o aumento da capacidade e de padrões é bastante corrente na Europa e noutras partes do mundo, mas nos EUA – apesar de a ideia remontar a Henry Ford – ainda é invulgar na produção de elementos de concreto pré-moldado.
Um dos motivos para isso poderão ser os investimentos necessários. No entanto, não basta apenas considerar os investimentos consideráveis. John Saccoman, vice-presidente da Molin, confirma que tudo foi bem calculado:
"Uma fábrica de elementos de concreto pré-moldado típica com esta capacidade precisaria de 48 funcionários. A nossa nova fábrica apenas precisa de 14 a 18 funcionários." Todo o processo de produção é controlado por computador. Isso significa uma qualidade uniforme e mais elevada e uma disponibilidade mais rápida dos produtos. E isso compensa. Saccoman continua: "A tecnologia e a indústria continuam se desenvolvendo e enquanto fabricantes não podemos nos dar ao luxo de não implementarmos esses novos desenvolvimentos. Viemos à Europa para encontrarmos a melhor solução para nós e ficamos impressionados com o fato de o fornecedor que escolhemos a oferecer."

A Molin adjudicou a tarefa de concepção e construção da nova instalação à empresa alemã Weckenmann em fevereiro de 2014. A Molin tinha que instalar as tubulações para abastecimento no local, a Weckenmann assumiu depois as tarefas de instalação, colocação em funcionamento e treinamento para o novo equipamento. Um dos maiores desafios para a Weckenmann foi a montagem das novas instalações nos edifícios existentes com medidas predefinidas. O projeto foi executado com sucesso e, em junho de 2015, foram produzidas as primeiras placas.
Saccoman continua maravilhado com as diferenças com as fábricas de produção tradicionais nos EUA: "Tradicionalmente, as placas pré-moldadas de concreto são produzidas em mesas longas, estacionárias e planas, às quais o concreto chega mediante um veículo de transporte ou com uma caçamba. No novo sistema, levamos as paletes para a estação de concretagem e as placas são curadas em uma câmara de cura com ar quente. Apenas necessitamos de alguns funcionários para a operação da fábrica. No entanto, o sistema de circulação requer uma certa quantidade de equipamento. Os sistemas de transporte deslocam as paletes para os distribuidores de concreto, para a câmara de cura e para a mesa basculante, onde os elementos de concreto são elevados.
Processo de produção
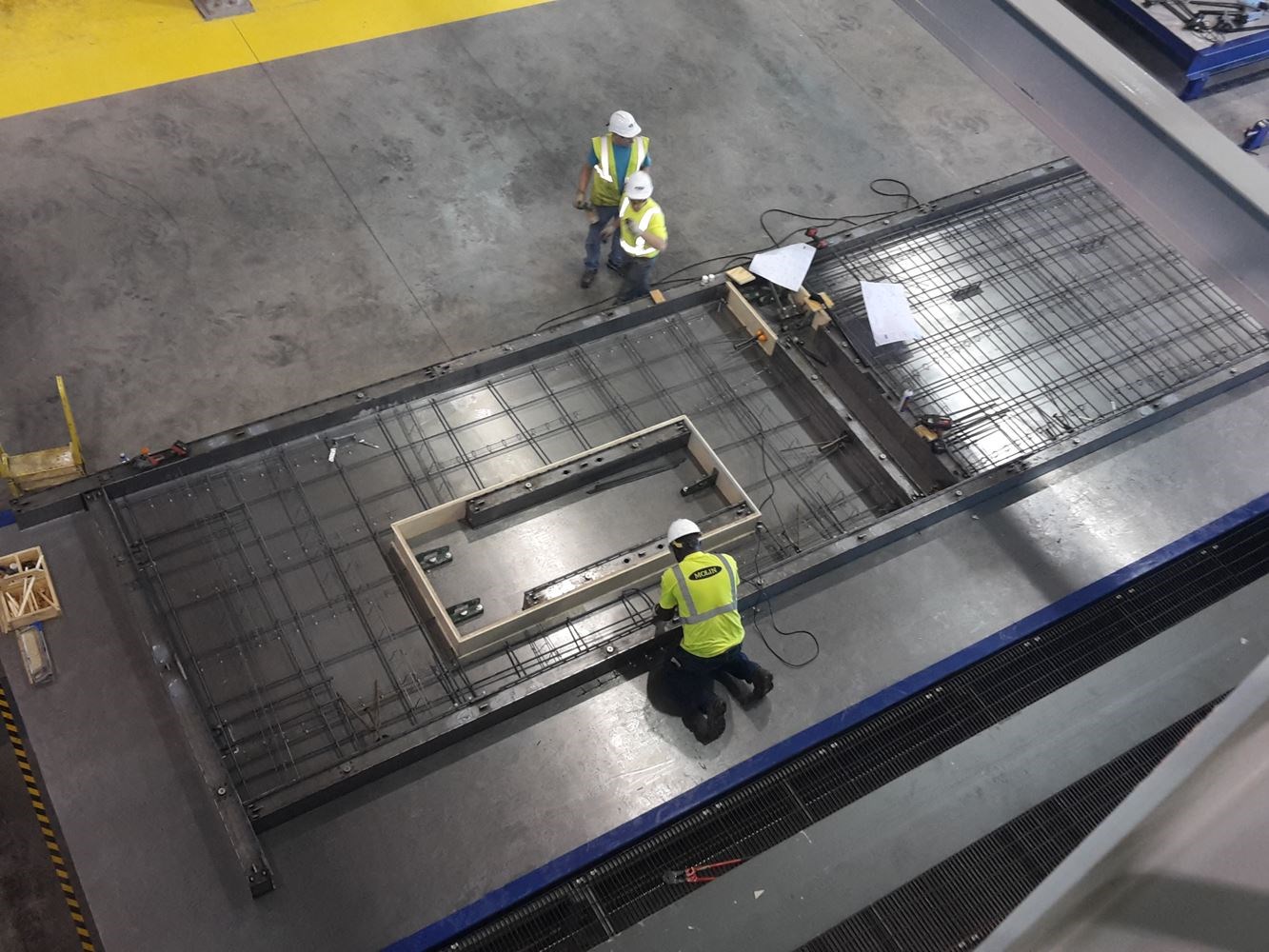
Os dados de produção são transmitidos mediante uma interface CAD para o computador mestre WAvision, que controla todos os movimentos das paletes de aço de 4 x 12,2 m. As chapas largas para as paletes foram produzidas na Europa. Com superfícies perfeitamente lisas, elas permitem a produção de placas de concreto da mais elevada qualidade. O processo começa em uma estação LPL (limpeza, plotagem, lubrificação), onde os contornos para a forma – incluindo os entalhes pretendidos, por exemplo para janelas e portas – são marcados nas paletes após a limpeza e a lubrificação. Uma vez que elas são constantemente limpas e lubrificadas, a vida útil das chapas das paletes é praticamente ilimitada.
A estação LPL tem ainda uma unidade de pulverização, que pulveriza as paletes automaticamente com retardador conforme dos dados CAD. Dependendo do requisito quanto às superfícies arquitetônicas, estão ainda disponíveis quatro tipos diferentes de retardador. Um guindaste de manuseio operado manualmente posiciona os elementos magnéticos de moldagem. Dependendo da espessura dos elementos, os elementos de moldagem de base são completados por elementos adicionais que aumentam a forma para 6, 8, 10 ou 12 polegadas. As gaiolas ou malhas de armadura prémoldadas são colocadas nas paletes por um guindaste. As âncoras de transporte e as condutas são fixas na palete. Uma vez que, caso necessário, alguns processos com elementos especiais podem ser mais demorados, as paletes são retiradas do circuito e colocadas em estações offline, podendo ser novamente integradas caso necessário. Graças a estas estações offline, é possível uma velocidade de produção constante na circulação. Após o posicionamento de elementos de moldagem, dos componentes e da armadura necessários, as paletes são levadas para a área de concretagem. O concreto é produzido na nova instalação da Molin por uma instalação de mistura da Standley Batch Systems, de Cape Girardeau, no Missouri. A instalação funciona com um sistema de dosagem gravimétrico e um misturador. A areia e os agregados são armazenados em 12 recipientes com 18 divisões. Existem quatro silos de cimento: dois para cimento cinza, um para cimento branco e outro para cinza volante. A instalação de dosagem possui um sistema de coloração e vários recipientes de agregados para a dosagem consistente de misturas de concreto arquitetônico.
À estação de concretagem pertencem dois distribuidores de concreto, que se deslocam do misturador para as paletes, onde incorporam o concreto. Desse modo, é possível processar concreto cinza e concreto arquitetônico, um imediatamente após o outro, sem ser necessária limpeza. Ambos os distribuidores são controlados manualmente por via remota e, uma vez que o peso do distribuidor é verificado com frequência, o enchimento dos moldes pode ser efetuado muito depressa.
Após o enchimento do molde, o concreto é adensado automaticamente. Os processos de vibração muito silenciosos usados para isso decorrem de forma circular e translacional, resultando em superfícies muito boas em todos os lados. Uma régua vibratória nivela a superfície da placa e prepara o alisamento posterior. No caso de elementos sanduíche com placa interior e exterior, bem como uma camada de isolamento, o distribuidor de concreto coloca, em primeiro lugar, o concreto arquitetônico para a placa decorativa. A placa vai depois para uma estação onde são colocados o isolamento e mais armadura, regressando uma segunda vez ao distribuidor de concreto, onde é enchida até à espessura prescrita de concreto cinza para a camada de base construtiva.
As placas isoladas podem alcançar valores R de 23,0 no caso de poliestireno extrudido de quatro polegadas. A maioria das técnicas de processamento de superfícies, como jateamento de areia, lavagem, preenchimento com espátula e escovagem, é executada mecanicamente na nova fábrica da Molin. Também são possíveis superfícies de clínquer e de matrizes estruturadas. Seguidamente, as placas de concreto são transportadas para a câmara de cura. Atualmente, existe espaço para 18 paletes na câmara em um sistema de estantes, mas a capacidade ainda poderá ser aumentada para 30 paletes. As paletes permanecem na câmara durante uma a duas horas a quase 49 °C e com 70-80 % de umidade do ar.
A palete é depois retirada e elevada por uma máquina de recolhimento automática para a câmara, onde é alisada com um dispositivo de pás alisadoras. Seguidamente, as paletes são levadas para a câmara, para a cura final. De modo a economizar espaço na fábrica, existe uma estação de alisamento na parte superior, na câmara de cura. A localização seguinte na circulação de paletes é a estação de desmoldagem, que é composta por uma mesa basculante grande. Nesta estação é retirada, em primeiro lugar, a forma lateral. Os ímãs integrados dos elementos de moldagem são soltos manualmente com uma ferramenta especial, levantados da palete com uma travessa de manuseio e colocados no sistema de transporte de formas. As formas passam automaticamente pela instalação de limpeza e de lubrificação, ficando novamente disponíveis. Formas específicas do cliente são conservadas em um armazém especial.
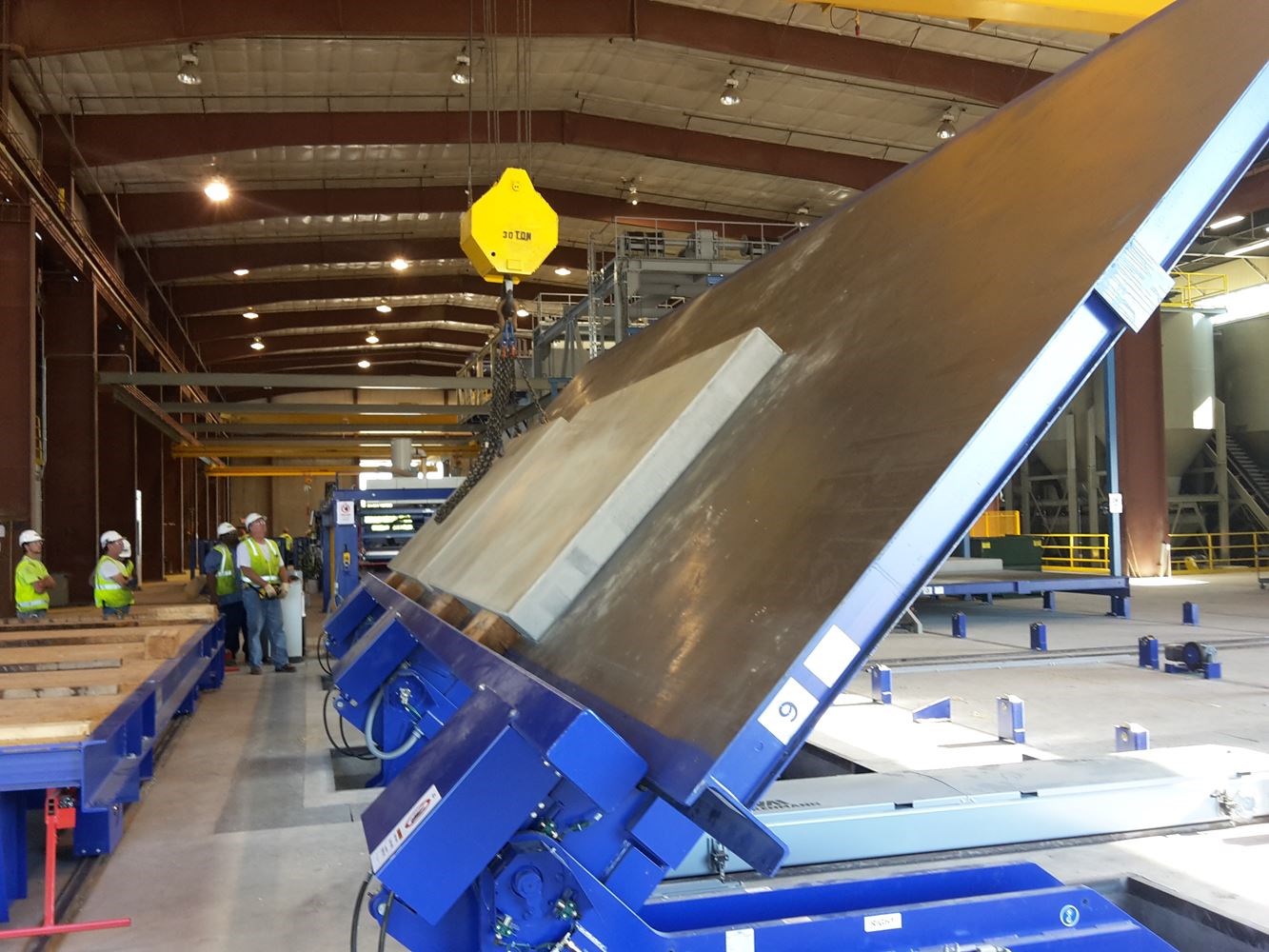
Após a desmoldagem, a mesa basculante composta por três braços basculantes hidráulicos é basculada a 70°, ou seja, ficando praticamente na vertical. Isso evita tensões de flexão nas placas, que poderiam ocorrer se estas fossem levantadas da posição horizontal para a vertical.
Em fábricas normais de elementos de concreto pré-moldado, os painéis de parede são processados, armazenados e enviados na horizontal e apenas são virados no local de aplicação. Na Molin, as placas são desmoldadas, armazenadas e enviadas na vertical. Os elementos prontos são colocados em um carro de transporte, que dispõe de um acionamento a gás. O carro de transporte sai da fábrica por baixo de uma grua de pórtico, que recolhe as placas individualmente e as coloca no local de armazenagem da fábrica ou diretamente em um caminhão para o fornecimento Express para um projeto. A palete vazia prossegue para a estação de limpeza, que já foi descrita como o ponto de saída da instalação de circulação. Assim, ela está pronta para a produção dos painéis de parede seguintes.
Satisfação do cliente
Apesar de nova nos EUA, a instalação de circulação para elementos de concreto prémoldado já foi comprovada e tem deixado tanto fabricantes quanto clientes satisfeitos. Saccoman resume, por fim: "A nossa produtividade aumentou dez vezes, o que nos permite satisfazer melhor a demanda dos clientes e do mercado. A nova fábrica em Ramsey, no Minnesota, possui uma das poucas instalações de circulação automáticas dos EUA, que fixará substancialmente a posição da Molin como líder do setor na indústria dos prémoldados na região mais a norte do centro-oeste.