7/6/2017
The Austrian company Mischek Systembau GmbH, a wholly-owned subsidiary of Strabag AG, is one of the leading Austrian manufacturers of precast concrete elements and produces high-quality precast reinforced concrete elements in a production area of 30,000 m2. It works with MagVib, the innovative high-frequency concrete compactor from Weckenmann in southern Germany.
Mischek Systembau GmbH produces approximately 30,000 precast concrete elements annually in their precast plant in Gerasdorf near Vienna. Approximately 95,000 tons of concrete are processed annually in the modern production facilities into the famous Mischek solid walls as well as precast slabs, double walls, solid slabs and other precast concrete elements. Mischek’s precast concrete elements have enjoyed an excellent reputation among architects and planners for many years. “We want quality and only produce with production facilities from renowned plant manufacturers", says Mischek engineer Martin Nagl and continues: "When a new concrete compaction station was scheduled for our circulation plant, we made a thorough search and then decided on Weckenmann’s MagVib system.”
Quality requires proper compaction
The most optimal possible compaction of concrete is of vital importance for the quality of a precast concrete element. In order for the precast element to have the required strength and other properties desired by the designer, the concrete must be mechanically compacted. The chosen procedure, whether high-frequency or low-frequency technology, depends on the consistency of the concrete used.
It is always a matter of driving entrapped air and excess water out of the concrete by means of applied vibration energy. The unwanted cavities in the interior or on the surface of the precast component are caused by air voids in newly poured concrete and are called bugholes. With vibrating, it is essential not to compact too powerfully or briefly. If compacting is too brief, the cavities are not filled completely, but if compacting lasts too long or is too powerful, unwanted segregation can occur in soft concrete types. So it becomes apparent that the quality of precast concrete elements is also dependent on the selection of suitable compaction technology.
High-frequency and efficient: MagVib compactors
The Weckenmann compaction station that Mischek Systembau GmbH decided on is used in a pallet circulation plant in the Gerasdorf precast concrete element factory. "We decided on the MagVib system, because we determined that the conventional technology with vibrating trestles was not efficient enough and also noticeably louder”, explains Mischek’s responsible engineer, Martin Nagl.
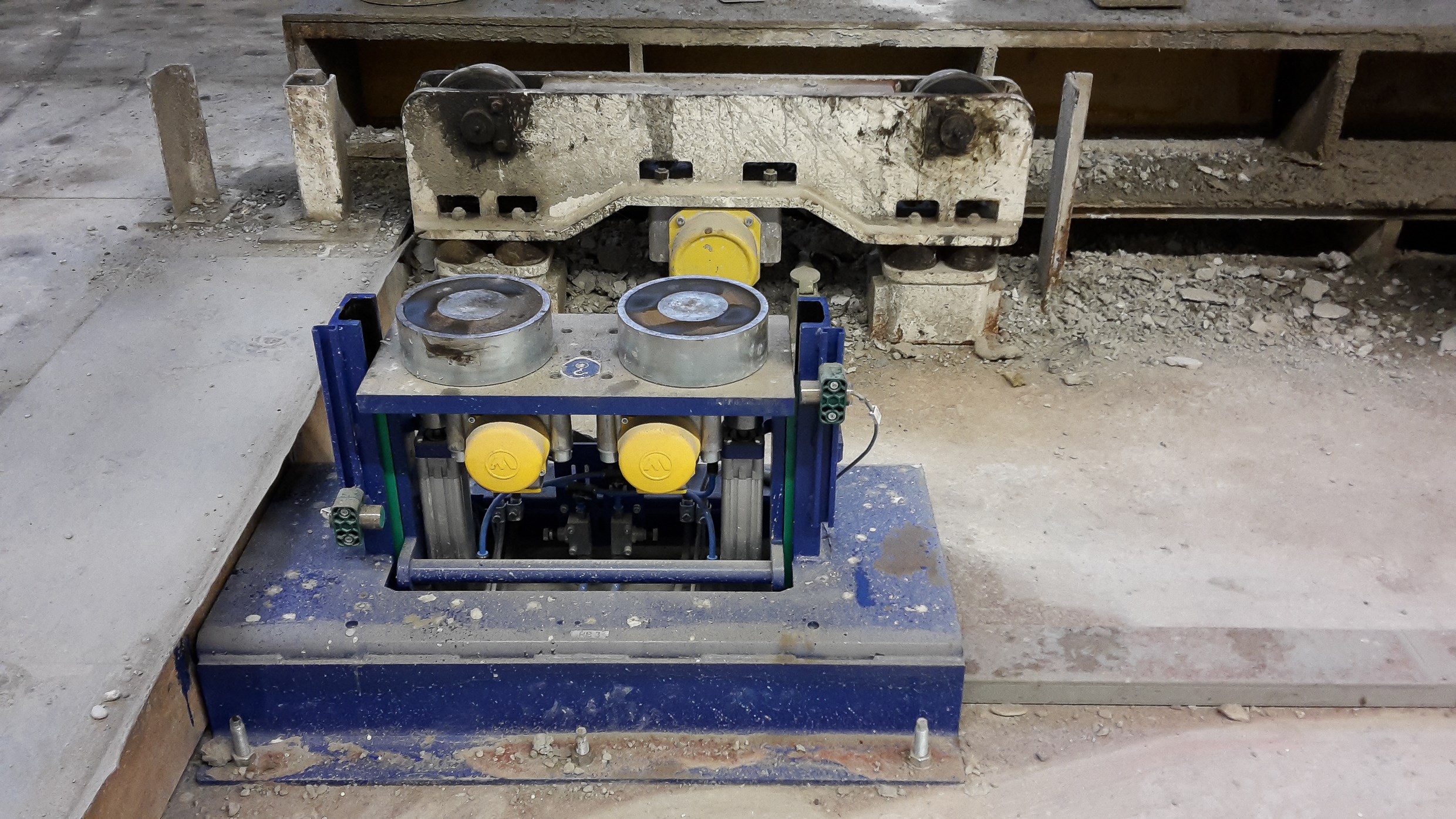
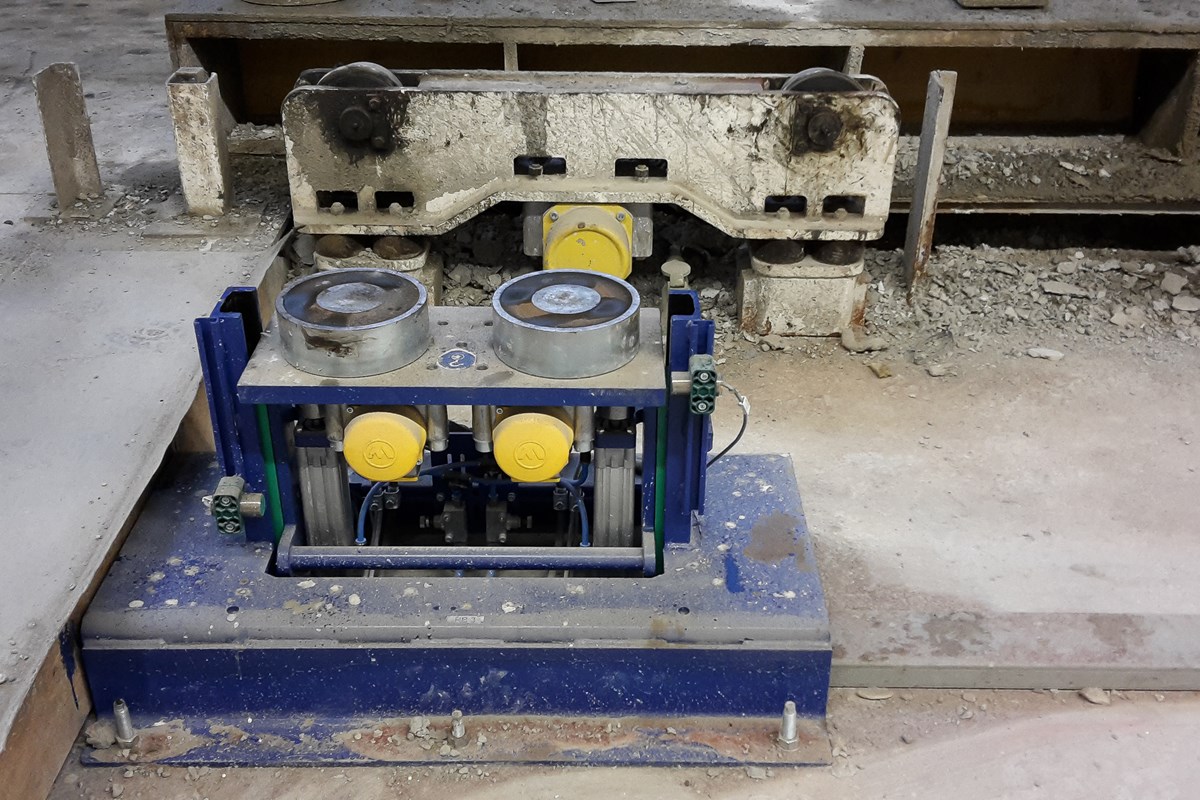
The MagVib system has proven itself for years with numerous Weckenmann customers. In this high-frequency compaction for plastic to stiff concrete types, vibrating plates are mounted on the underside of formwork pallets. In the compaction station, the mounted external vibrators are non-positively docked on the vibrating plates by means of electromagnets. The high-frequency vibrators shake the formwork with specific vertical vibrations.
In the MagVib technology, the so-called vibration energy has a short path to the precast concrete element and is distributed uniformly across the pallet. Depending on concrete consistency, the speed can be continuously adjusted by means of inverters and vibration duration can be varied.
“At Mischek we achieve the same excellent compaction results with MagVib on the circulation plant with pallets that we know from the tilting tables, which were equipped with fixed vibrators”, says Dietmar Kiene, sales manager at Weckenmann. “The optimal arrangement of vibrators on the formwork pallet also significantly reduces formwork wear, which positively impacts the efficiency of the entire plant.” Incidentally, this also applies when very different precast concrete elements are on the pallet.
Conversion to MagVib is possible at any time
Due to the new MagVib system, significantly less energy is required to compact concrete at Mischek, because heavy, stationary vibrating trestles must no longer be moved. In addition, the MagVib compactor also has a positive impact on the working environment in the Gerasdorf factory. Comparative noise level measurements have shown that the noise pollution with the MagVib could be reduced by more than 10 dB in comparison to the conventional high-frequency compactor. “In view of the benefits of the proven MagVib system, even on circulation plants, we always recommend examining a switch to MagVib in modernization projects”, says Weckenmann’s Dietmar Kiene, "because existing plants can be retrofitted without problems at any time."