01.02.2021
Schon 1998 setzte Weckenmann erfolgreich ein Projekt zum automatischen Positionieren von Gewindehülsen um. Beim damaligen Projekt wurde in Japan ein System implementiert, das bis zu vier unterschiedliche Gewindehülsen vollautomatisch positionieren und mittels Heißkleben fixieren konnte. Viele Betonfertigteilwerke legen vermehrt Wert auf das automatische Platzieren von Einbauteilen, Magnetboxen und/oder Magneten für Einbauteile. Nicht zuletzt werden diese Systeme bei Modernisierungen realisiert. Weckenmann setzte seine hohe Innovationskraft und jahrzehntelange Erfahrung ein und entwickelte bei der Modernisierung des Schalungsroboters bei Bürkle in Sasbach ein Logistik- und Positionierungssystem für Magnetboxen. Die Magnetboxen dienen bspw. für das Positionieren und Fixieren von Tür- und Fensterschalungen.
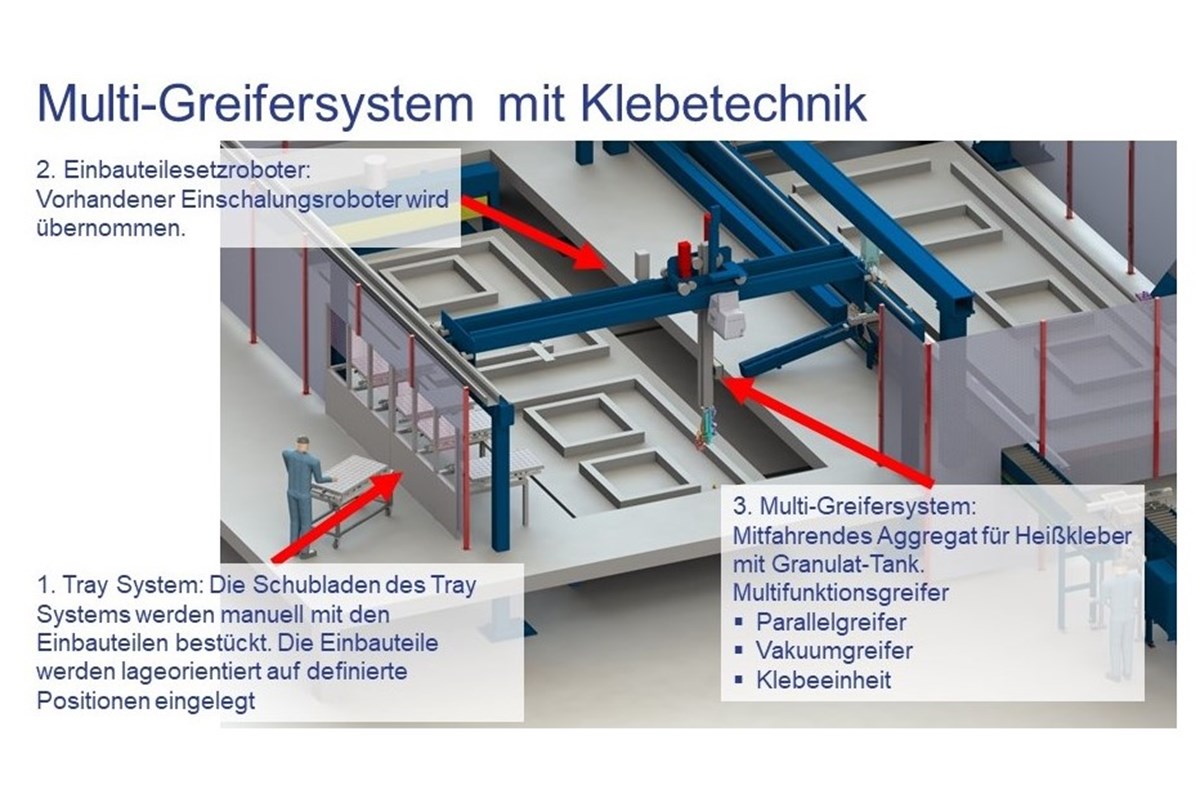
Beim Magnetboxen-Handling werden die Magnetboxen manuell vom Mitarbeiter von der Schalungspalette auf den Kettenförderer gelegt (Abb. 1, Nr. 1.). Dieser transportiert die Magnetboxen zum Öler (Abb. 1, Nr. 2.). Durch einen Querhub werden die Magnetboxen durch den Öler geschoben und geölt. Auf einem weiteren Kettenförderer werden die geölten Magnetboxen dem Einschalungsroboter bereitgestellt (Abb. 1, Nr. 3). Der Einschalungsroboter platziert die Boxen auf die Schalungspalette (Abb. 1, Nr. 4). Auf der manuellen Nachschalstation können per Taster Magnetboxen für das manuelle Positionieren angefordert werden (Abb. 1, Nr. 5).
Vorteile:
• Entlastung des Entschalvorgangs;
• Ergonomisches Arbeiten: Mitarbeiter kann beim Entschalenauf der Schalungspalette aufrecht arbeiten (mit Hilfswerkzeug);
• Arbeitsorganisation/Platzersparnis: Magnetboxen sind zentral und platzsparend gelagert;
• Kostenersparnis Personaleinsatz: Durch das Setzen durch den Roboter werden die Mitarbeiter für andere Aufgaben frei;
• Hohe Genauigkeit der Setzpositionen, dadurch perfekte Position der Fenster- und Türaussparungen;
• Zuführ- und die Bereitstellungsbahn (Kettenförderer) haben eine Kapazität von insgesamt 140 Magnetboxen;
• Der Roboter kann pro Minute bis zu drei Magnetboxen auf der Palette positionieren.




Nachhaltiger Einbauteileroboter mit Multifunktionsgreifer
Dieses System ist ausbaubar, es wäre beispielsweise machbar, die Magnetboxen automatisch durch den Roboter zu entschalen. So sind vollautomatisches Entschalen und Setzen der Magnetboxen möglich.
Ebenso wurde ein komplett neu entwickelter Multifunktionsgreifer mit integrierter Klebepistole für Einbauteile vorgestellt: Der vorhandene Schalungsroboter, der vormals getrennt Magnete und Überstülpschalungen positioniert hatte, wurde nicht verschrottet, sondern modernisiert und als reiner Einbauteileroboter reaktiviert. Eine tolle Idee und ein Beitrag zur Nachhaltigkeit und nicht zuletzt eine entsprechende Kostenersparnis.
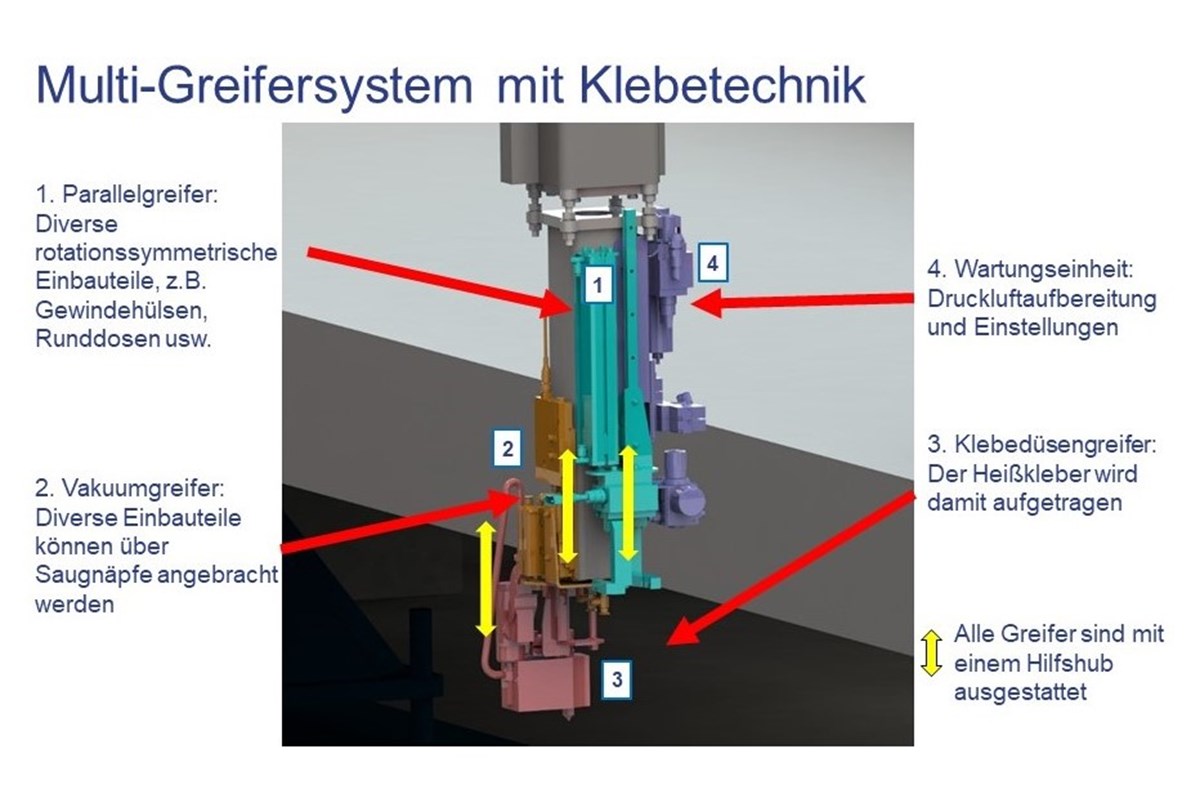
Dieser vereint drei Funktionen: Der Parallelgreifer (Abb. 5, Nr. 1), kann hauptsächlich diverse rotationssymmetrische Einbauteile setzen, wie beispielsweise Gewindehülsen. Der Vakuumgreifer (Abb. 5, Nr. 2) verfügt über zwei Vakuum Saugnäpfe und kann damit Steckdosen oder sonstige Einbauteile greifen, die eine gerade Fläche haben. Die letzte Funktion ist die Klebedüse (Abb. 5, Nr. 3). Diese bringt den Heißkleber auf die Schalungspalette auf. Der Klebstoff kommt aus dem mitfahrenden Granulat-Tank.
Der Prozess beginnt damit, dass der Greifer (Parallelgreifer oder Vakuumgreifer) von einem vorbestückten Werkstückträger das Einbauteil je nach Bedarf aufnimmt. Alle Greifer sind mit einem gesonderten Hilfshub ausgestattet und können separat ein- und ausgefahren werden. Nachdem die Position vom Roboter auf X- und Y-Achse angefahren ist, fährt der Greifer auf der Z-Achse dicht über die Schalungspalette. Der Hilfshub der Klebedüse fährt bis kurz über die Schalungspalette und positioniert einen Klebeklecks auf die von der Steuerung vorgegebene Position. Dann schwenkt der Greifer auf der Z-Achse und klebt das Einbauteil auf die Position. Danach beginnt der Prozess von vorne.
Vorteile:
• Kostenersparnis durch Produktivitätssteigerung;
• Unterschiedliche Einbauteile und Hersteller einsetzbar;
• Erhöhung der Qualität;
• Vermeidung von Setzmagneten und deren Schwund, dadurch können Kosten für den zusätzlichen Reinigungsaufwand und Kosten des Klebers mehr als kompensiert werden;
• Kontrollierter Klebstoffverbrauch;
• Bis zu drei Positionierungsprozesse pro Minute möglich.
Der Trend zur Automation in Betonfertigteilwerken hält unvermindert an, vor allem das Entschalen und Schalen der Schalungsprofile sowie das Positionieren von Einbauteilen oder Einbauteilmagneten. Es werden vermehrt kürzere Taktzeiten verlangt, auch der Personalmangel ist ein Thema, und die schweren Tätigkeiten sollen reduziert werden. Die Qualitätsanforderung an Betonfertigteile steigt entsprechend. Durch den vermehrten Einsatz von Einbauteilen und/oder Einbauteilmagneten durch den Roboter werden diese Vorgaben erfüllt.